-

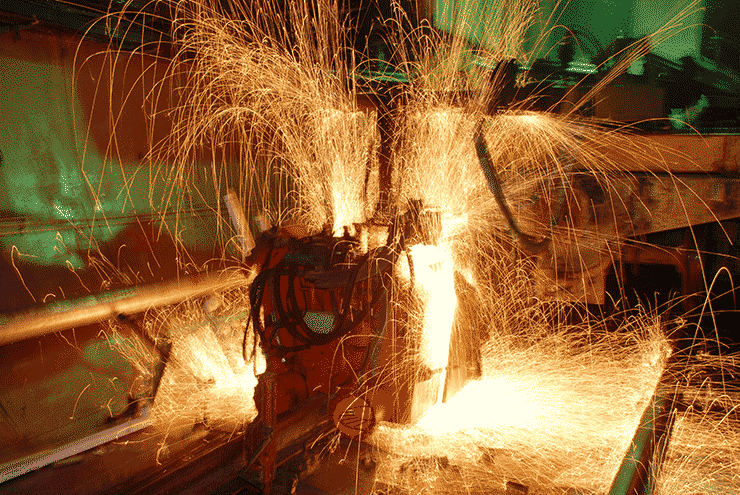
钢轨基地闪光焊接接头落锤及冲击性能检测
为保障焊接接头整体质量,焊接生产过程中对焊头的检测必不可少,接下来我们将通过几期内容来看一下基地闪光焊接接头的理化性能检测,今天我们先一起来看看焊接接头的冲击性能,冲击性能一般有落锤冲击和夏比摆锤式冲击两种检测。 一、落锤试验 落锤除了可以兼顾原材料的测试,也可以评估焊接接头的结构稳定性,落锤试验机采用稳固的框架结构(图1所示),通过提升锤头达到规定高度(一般高度达一到两层楼高,约3~6m)后,然…- 135
- 0
-
![[视频]新建线工地钢轨闪光焊接施工工艺](https://pic.guimei8.com/2024/03/视频封面.jpg)
-

钢轨闪光焊接生产检验的要求
1、出现下列情况之一时应进行与下表相对应的生产检验: a)固定式闪光焊每焊接500个接头;移动式闪光焊每焊接200个接头 b)焊机工况变化,对某个焊接参数进行修正之后; c)焊机出现故障、记录曲线异常,故障排除之后; d)焊机停焊钢轨1个月以上开始焊接生产前; e)每隔3个月或固定式闪光建接生产8000个接头移动式闪光焊接生产600个接头: f)调整热处理工艺参数之后更换热处理设备之后; g)加热…- 354
- 0
-
![[图文]道岔闪光焊接施工作业流程及作业要点](https://pic.guimei8.com/2023/07/4-1.jpg)
[图文]道岔闪光焊接施工作业流程及作业要点
一、施工前的准备工作 1.确认具备闪光焊条件的接头。 2.确认是否具备焊接资质 3.调整焊机朝向 铝热焊接时钢轨固定不动,但闪光焊接时钢轨发生相对运动并产生一定的烧化顶锻量,固定不动的一端称为静端,移动的一端称为动端。 为保证道岔结构稳定,道岔端钢轨应作为静端固定不动,线路端钢轨为动端。因此,要提前根据所需焊接的接头位置,调整集装箱式闪光焊轨车的焊机朝向,确保牵引机车、附挂平车等所有车辆在焊接时全…- 1.1k
- 0
-
有轨电车合金钢道岔与钢轨闪光焊接技术
1 序言 有轨电车作为新兴的城市轨道交通在各大城市兴起,基于城市复杂的交通现状,在行驶方向转换处的道岔设计限制条件多,因此其结构形式随之很复杂,且要保证乘坐的舒适性需要,全线路的连接采用无缝化设计,而无缝化连接可通过闪光焊接技术实现。 闪光焊接时,要在两焊件上施加相同的焊接电流和顶锻力,因此要求两焊件的截面形状、对接面积和轮廓尺寸相等或相近。根据这一原理,对合金钢道岔接头进行模拟钢轨外形设计加工。…- 365
- 0
-
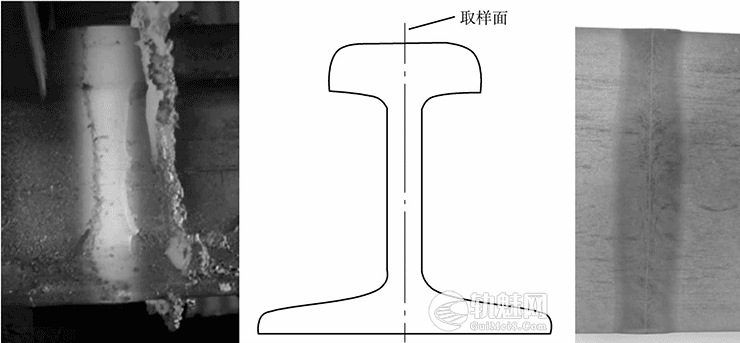
钢轨闪光焊过烧缺陷识别与消除
0 前言 闪光焊是无缝钢轨生产及铺设的重要方法,它具有焊接效率高、焊接质量高的特点,其应用愈来愈广泛。闪光焊主要过程为闪平、预热、烧化、带电顶锻、无电顶锻、保压及推瘤,通过精确的程序控制、加压系统、加电系统等执行,整个过程在几分钟内完成。在钢轨焊接性能较好,各焊接参数较为匹配的情况下,焊接接头都能顺利通过超声波探伤等检验。然而在生产实际中常会出现焊接参数设置不合理、设备状态波动,导致焊接接头产生未…- 1.4k
- 0
-

闪光焊接原理及其焊接参数的定义、影响
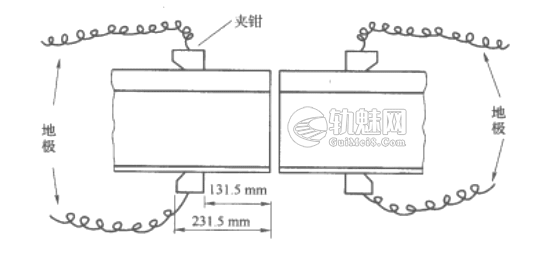
一、闪光焊接原理 制链机组闪光对焊是一种使一个弯曲成形的金属圆环的两个端面通过电阻焊的方法对接成一个闭环的焊接方法。焊接的热量是由极大的电流在金属表面的若干细小接触点的电阻以及接触的拉开时产生的电弧产生的。在断面温度达到一定高度并产生金属熔液面时对两端面施加压力,从两端面中挤出熔融金属,并通过最后快速顶锻,使已达到熔化温度的母材金属端面重新结晶,熔为一体。 将被焊接环的两端夹在与电阻焊变压器次级连…- 955
- 0
-
钢轨焊接方式的分类及焊缝缺陷
目前钢轨焊接主要有接触焊、气压焊和铝热焊三种,接触焊又分为工厂焊和现场焊两种。这些焊接形式在无缝线路中各占钢轨焊缝比例不同,以接触焊焊缝为最多,铝热焊和移动气压焊焊缝其次。 1 接触焊 接触焊(又称电阻焊或闪光接触焊)是指将两轨对接(图1),经过电加热,溶化,挤压、塑性变形再结晶的高温加压过程,使两轨联接。部分线路上使用的异型焊接接头也采用类似方式进行焊接。 钢轨闪光焊按照闪光过程的特征分为: 连…- 9k
- 0
-
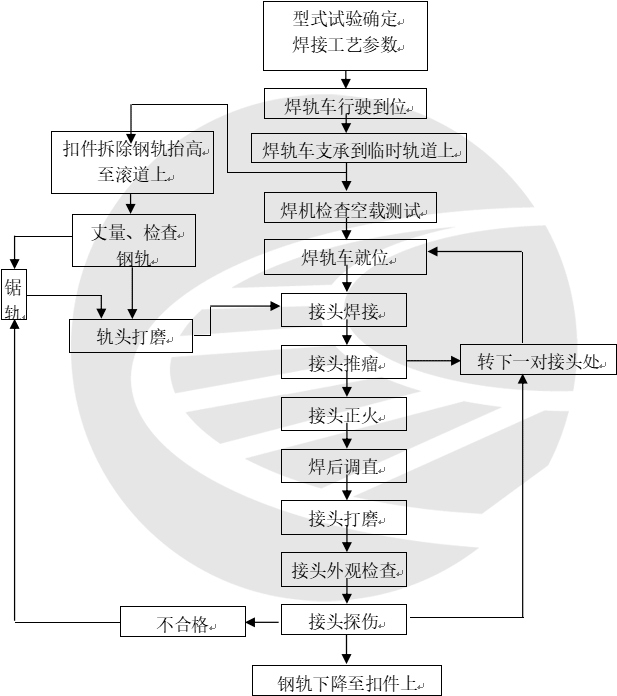
K922移动式闪光焊机焊接无缝线路施工工法
1、前言 随着国家经济建设的快速发展,我国铁路行业也发生了翻天覆地的变化,无缝线路的诞生大大促进了高速铁路的进程,无缝线路具备高平顺性、高稳定性等特点。而钢轨的焊接质量则是影响无缝线路成功铺设的关键因素。因此,如何提高钢轨的焊接质量对保证高速铁路无缝线路的行车安全、舒适、平稳运行至关重要。 达成铁路快速通道施工中应用了无缝线路,钢轨采用厂焊100米定尺钢轨在基地用GASS80/580焊机焊接成50…- 3.4k
- 0
-
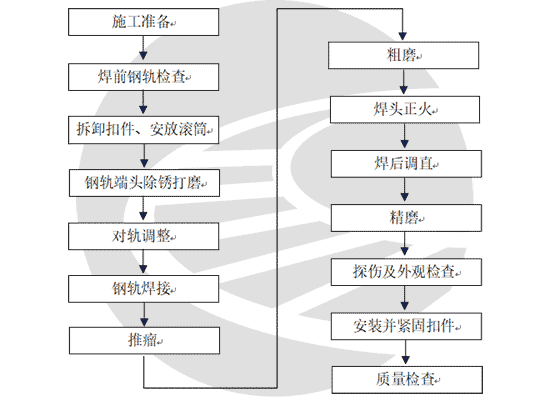
工地25米钢轨现场闪光焊接施工工艺工法
1 前言 1.1工艺工法概况 随着我国城市轨道交通的快速发展,城市轨道交通无缝线路钢轨焊接数量越来越多。城轨施工具有地处闹市、不具备设置较大焊轨基地的特点,因此采用待焊轨直铺法铺设无缝线路,即先用25m待焊轨组装成轨排进行无砟道床施工,然后在工地直接将25m待焊轨用移动式闪光焊作业车焊接成长钢轨,并采用“连入法”进行应力放散形成无缝线路的施工工艺具有现实意义。2005年、2006年集团公司施工了广…- 4k
- 0
-




-
¥优惠劵使用时效:无法使用使用时效:
之前
使用时效:永久有效优惠劵ID:×