
1 轮轨匹配理想目标
轮轨在轨头踏面中心区域接触(区域A),或者形成共形接触,具有轮轨接触应力小,横向蠕滑率/力小等特点,是轮轨接触的理想状态,也是轮轨形面匹配追求的目标。
-
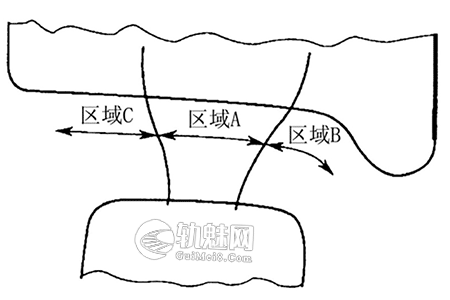
- 图1-1 轮轨接触区域
-

- 图1-2 共形接触
2 轮轨匹配基本参数
车轮型面具有一定的锥度,由于存在轮轨游隙,轮对可相对于轨道做横移和摇头运动。 轮轨接触几何关系是由5个基本参数决定的,称为轮轨几何五要素,如图2-1所示。它们是轮轨型面、轨距Lr、轨底坡θ、 轮对内侧距Lw和车轮名义滚动圆半径r0。
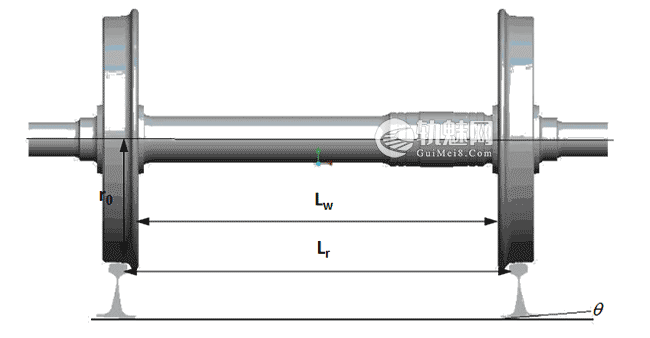
图2-1 轮轨滚动接触几何基本参数
国内外铁路主要轮轨关系参数见表2-1,可见,我国高速铁路轨道采用的轨底坡和轮背距均与既有铁路相同,而4种动车组采用了4种车轮形面,其轮轨关系参数与国外高速铁路不完全相同。可以说,我国高速铁路的轮轨关系较国外的更为复杂。
表2-1 我国高速铁路轮轨关系参数与国外高速铁路对比
| 国别 | 钢轨
断面 |
车轮
形面 |
轨距
/mm |
轨底坡 | 轮背距
/mm |
轮/轨硬度HB |
| 日本高速 | JIS60 | JPARC | 1435±2 | 1:40 | 1360 | 311/235 |
| 法国高速 | 60E1 | GV1/40 | 1435±2 | 1:20 | 1360 | 260/260 |
| 德国高速 | 60E1及
60E2 |
S1002 | 1435+5;-0 | 1:40 | 1360 | 260/260 |
| 中国CRH1 | TB60 | LMA.LMD | 1435±2 | 1:40 | 1353 | 260/260或280 |
| 中国CRH2 | TB60 | LMA | 1435±2 | 1:40 | 1353 | 260/260或280 |
| 中国CRH3 | TB60 | S1002CN | 1435±2 | 1:40 | 1353 | 260/260 |
| 中国CRH5 | TB60 | XP55 | 1435±2 | 1:40 | 1353 | 260/260或280 |
| 中国普速客、
货车 |
TB50
TB60 TB75 |
LM | 1435±2 | 1:40 | 1353 | 280或340 |
3 我国轮轨匹配存在的问题
3.1 我国轮轨的原始匹配情况
我国普通铁路客、货车采用LM车轮形面;
4种动车组采用4种车轮形面:
CRH1:原采用LMA车轮形面,现采用LMD车轮形面;󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄡󠄨󠄨󠄞󠄡󠄨󠄩󠄞󠄢󠄠󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
CRH2:采用LMA车轮形面;
CRH3:采用S1002CN车轮形面;󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄡󠄨󠄨󠄞󠄡󠄨󠄩󠄞󠄢󠄠󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
CRH5:采用XP55车轮形面。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄡󠄨󠄨󠄞󠄡󠄨󠄩󠄞󠄢󠄠󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
LM是20世纪80年代我国设计的磨耗型车轮形面,与TB60钢轨匹配情况 见图3-1,可见轮轨匹配未达到理想目标,轮轨接触光带偏向轨距角,见图 3-2。
-

- 图3-2 LM车轮形面与TB60钢轨匹配时的钢轨光带
-
与TB60钢轨匹配情况.png)
- 图3-1 LM车轮形面(普通客、货车)与TB60钢轨匹配情况
S1002CN(CRH3)与TB60钢轨匹配情况见图3-3。可见,轮轨接触偏向轨距角,不在轨头踏面中心区域。
与TB60钢轨匹配和光带情况.png)
图3-3 S1002CN(CRH3)与TB60钢轨匹配和光带情况
XP55(CRH5)与TB60钢轨匹配情况见图3-4。因XP55车轮适合在1:20轨底坡的铁路上使用,在我国1:40轨底坡的条件下,轮轨接触偏向轨距角,不在轨头踏面中心区域。
与TB60钢轨匹配情况.png)
图3-4-XP55车轮(-CRH5-)与TB60钢轨匹配情况
LMA车轮形面(CRH2动车组)与TB60钢轨匹配情况相对较好。
与TB60钢轨匹配和光带情况.png)
图3-5 LMA车轮(CRH2)与TB60钢轨匹配和光带情况
3.2 轮轨匹配不良与RCF
近年来,除了钢轨磨损以外,滚动接触疲劳RCF日益成为制约钢轨使用寿命的主要因素。RCF包括轨头裂纹、轨距角裂纹、剥离掉块、隐伤,已经成为钢轨的主要伤损形式。轮轨长期在轨距角接触,是导致出现RCF的主要原因之一。
-
热处理钢轨轨面伤损情况.png)
- (a)热处理钢轨轨面伤损情况
-
U75V热轧钢轨轨面伤损情况.png)
- (b)U75V热轧钢轨轨面伤损情况
图3-6 钢轨轨距角部位的滚动接触疲劳伤损
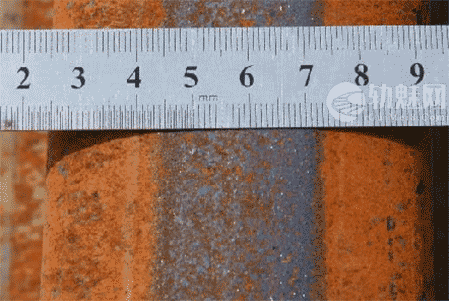
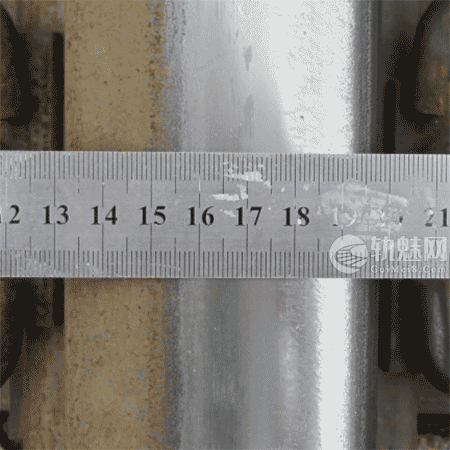
京津城际道岔翼轨未打磨,经4年的运行出现了严重的剥离裂纹伤损,见图3-7,裂纹深度达到5mm以上,见图3-8.󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄡󠄨󠄨󠄞󠄡󠄨󠄩󠄞󠄢󠄠󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
.png)
图3-7 翼轨鱼鳞纹情况(图中打磨痕迹为发现裂纹后手工打磨所致)
图3-7为武清站1#道岔91#~92轨枕间200mm范围内直向翼轨出现的鱼鳞裂纹。该道岔为德国BWG生产,翼轨采用在线热处理钢轨350HT,踏面原始硬度350~390HB。该组道岔2008年开始运营以来,只打磨过一次,但出现鱼鳞裂纹位置未进行打磨。至2014年5月,轨距角R80部位出现的裂纹深度达到5mm以上,为典型的滚动接触疲劳(RCF),见图3-8。
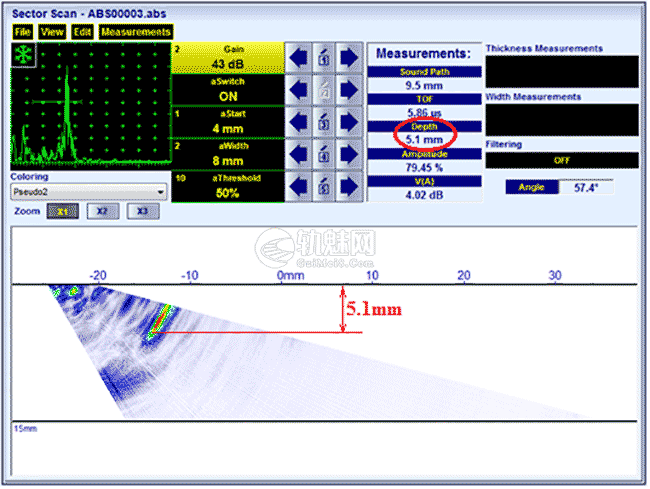
图3-8 翼轨裂纹深度相控阵成像系统检测图
3.3 轮轨匹配不良与动车组异常振动
轮轨原始不匹配以及运行后造成的不匹配,均可导致轮轨匹配不良。 轮轨匹配不良可导致动车组异常振动,主要表现为车体晃车、抖车和动车组转向架构架横向加速度报警,其中构架报警自高铁开通运营以来已发生400余次,主要发生在装有报警装置的CRH3型车上。 2010年2月,CRH3型动车组首先在武广高铁发生构架报警并引发动车组自停,2013年3~5月在京津城际、2013年8月在哈大、2013年2~6月在京沪徐州以北地段等高速铁路出现报警,尤其2014年2~6月间,在京沪高铁徐州以北区段出现了CRH3动车组大面积构架报警。
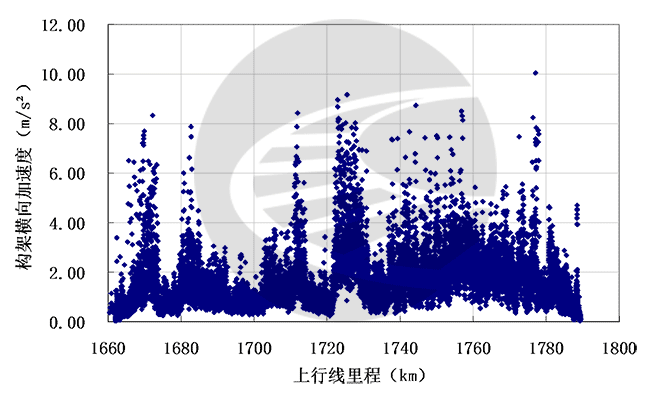
图3-9 构架横向加速度随里程分布散点图
4 构架报警成因分析
4.1 临界速度与蛇行失稳
机车车辆沿直线轨道上运行时,具有一定形状的车轮型面的车辆轮对,沿着平直钢轨滚动时,会产生一种振幅有增大趋势的特有的运动——轮轨一方面横向移动,另一方面绕通过其质心的铅垂轴转动,这两种运动的耦合称之为轮对蛇行运动。
机车车辆非保守系统的阻尼项是与运行速度成反比的,机车车辆运行速度愈高,阻尼愈小,当运行速度达到临界点时,系统的阻尼为0,系统将要从稳定的衰减振动变为等幅振动,再增大速度,系统将具有负阻尼,并向不稳定的方向发展。机车车辆系统达到临界点的速度称为临界速度。
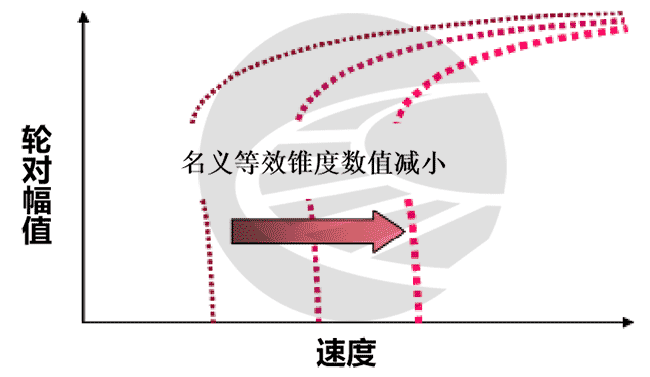
图4-1 名义等效锥度对车辆速度分叉图的影响
车轮踏面有锥形和磨耗型两种。对磨耗型踏面,等效锥度定义为\(\lambda _e\) ,即:
$$\lambda _e=\frac{r_R-r_L}{2y_w}$$󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄡󠄨󠄨󠄞󠄡󠄨󠄩󠄞󠄢󠄠󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
式中 \(r_R,r_L\)—分别为左轮和右轮实际滚动圆半径, \(y_w\)为轮对向左或向右的横移量。 等效锥度 是随轮对横移量变化而变化的,在轨底坡和轮对名义滚动圆距离确定后,与轮轨踏面形状、轨距等直接相关。 \(\lambda _e\) 越大,在轮对横移时,左右轮滚动圆半径差越大,它是产生蛇形运动的主要原因。
等效锥度的定义
-

- 图4-2(b) 等效锥度示意图
-

- 图4-2 (a) 等效锥度示意图
$$\lambda _e=\frac{\Delta r}{2y}$$󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄡󠄨󠄨󠄞󠄡󠄨󠄩󠄞󠄢󠄠󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
新轮新轨等效锥度
经计算,在我国1353mm轮背内侧距的条件下,S1002、LMA、XP55和S1002CN与中国TB60新钢轨接触时的名义等效锥度分别为0.027,0.036,0.057和0.164。由此可见,S1002CN的起初名义等效锥度比欧洲用的S1002高出6倍多,这也是CRH3型动车组对钢轨轨头廓形敏感的原因之一。
欧洲等效锥度规定 欧洲高速铁路经过轮轨关系多年的研究,对等效锥度提出了明确的限制要求,见表4-1和图4-3所示。对于时速300公里的动车组,规定等效锥度不得大于0.15。
表4-1 欧洲TSI等效锥度标准
| 速度(km/h) | 等效锥度设计值 | 运行中可采用的等效锥度 |
| 160<v≤200 | ≤0.30 | ≤0.40 |
| 200<v≤230 | ≤0.25 | ≤0.35 |
| 230<v≤250 | ≤0.25 | ≤0.30 |
| 250<v≤280 | ≤0.20 | ≤0.25 |
| v>280 | ≤0.10 | ≤0.15 |
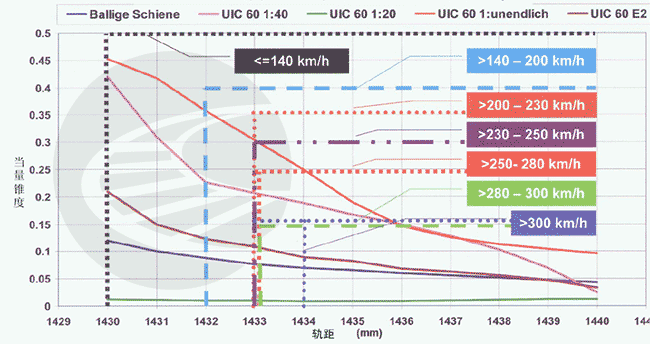
图4-3 UIC518和EN14363对等效锥度的要求
(图中Ballige Schiene 表示球形廓面;UIC60 1:40 表示轨底坡1:40、UIC60钢轨;UIC60 1:20 表示轨底坡1:20、UIC60钢轨;UIC60 1:unendlich、UIC60钢轨轨头踏面几乎为平头;UIC 60E2表示新轨头廓形钢轨60E2)
名义等效锥度计算结果
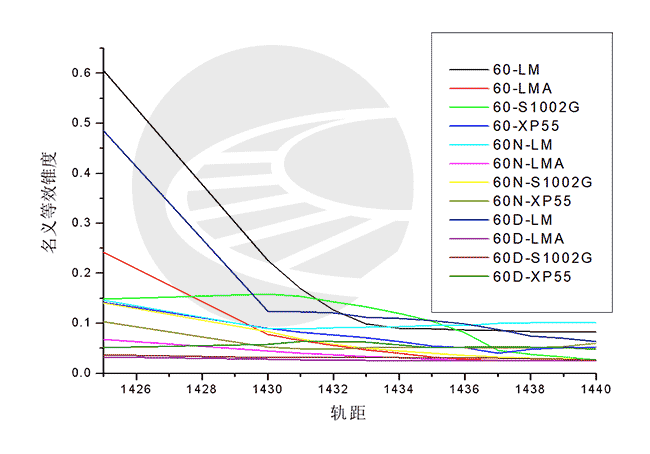
图4-4 TB60钢轨与LM、LMA、S1002G、XP55匹配时的等效锥度与轨距的关系
4.3 影响轮轨等效锥度的因素
轨距对等效锥度的影响: 轨距加宽后,等效锥度减小。
车轮踏面对等效锥度的影响
①原始车轮踏面锥度较大,轮对对中性能和曲线通过性能较好,而原始车轮踏面锥度较小,则具有较好的车辆动力学性能。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄡󠄨󠄨󠄞󠄡󠄨󠄩󠄞󠄢󠄠󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
②具有均匀踏面磨耗的车轮等效锥度相对较小,而一旦车轮出现踏面凹磨,则等效锥度迅速增加。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄡󠄨󠄨󠄞󠄡󠄨󠄩󠄞󠄢󠄠󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
③车轮踏面出现凹磨是导致等效锥度增加的主要因素。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄡󠄨󠄨󠄞󠄡󠄨󠄩󠄞󠄢󠄠󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
钢轨轨头廓形对等效锥度的影响
运行后钢轨踏面变平,或轨距角区域金属凸出,将大幅度增加轮轨等效锥度。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄡󠄨󠄨󠄞󠄡󠄨󠄩󠄞󠄢󠄠󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
4.4 武广高铁动车组横向加速度报警及处理
基本情况
2010年2月,CRH3C动车组在武广高铁因动车组构架横向加速度报警(以下简称报警)引起停车,停车地点主要集中在武广高铁下行线汩罗东-长沙南间k1552前后。经工务检查,存在的主要问题是光带不良。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄡󠄨󠄨󠄞󠄡󠄨󠄩󠄞󠄢󠄠󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
-

- 图4-5 (b)报警区段钢轨轨距角金属凸出
-

- 图4-5 (a)报警区段出现两条光带
-
- 图4-6 (a)报警区段出现宽光带
-

- 图4-6 (b)报警区段实际钢轨廓形与设计廓形对比
-

- 图4-7 (a)钢轨光带居中、宽度25mm
-

- 图4-7 (b)钢轨实际廓形与设计廓形对比
基本情况󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄡󠄨󠄨󠄞󠄡󠄨󠄩󠄞󠄢󠄠󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
车辆方面对报警动车组进行了全面的调查,除了车轮踏面出现较大的凹磨外,未发现其他异常。下图为出现报警动车组车轮外形、镟修后的车轮外形与原始车轮外形的对比,可见出现报警的动车组车轮具有踏面凹磨的特征。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄡󠄨󠄨󠄞󠄡󠄨󠄩󠄞󠄢󠄠󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
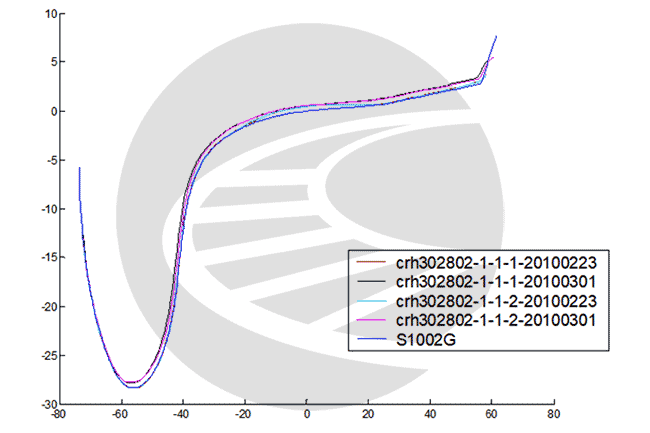
图4-8 车轮外形
图4-8车轮外形,其中 S1002G为新轮外形, CRH302802-1-1-1-20100223、CRH302802-1-1-2-20100223分别为出现报警的1号和2号位车轮外形, CRH302802-1-1-1-20100301、CRH302802-1-1-2-2010030为报警后经镟修的1号和2号位车轮外形。
报警的处理
对报警区段钢轨再次打磨后,轮轨接触光带居中,宽度约为20mm左右。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄡󠄨󠄨󠄞󠄡󠄨󠄩󠄞󠄢󠄠󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
-

- b)再次打磨后光带居中、宽度20mm
-

- a)按设计廓形进行再次打磨
图4-9 报警区段再次打磨后光带及廓形
通过相关检测,钢轨再次打磨后,车辆动力学性能显著改善,报警现象消除。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄡󠄨󠄨󠄞󠄡󠄨󠄩󠄞󠄢󠄠󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
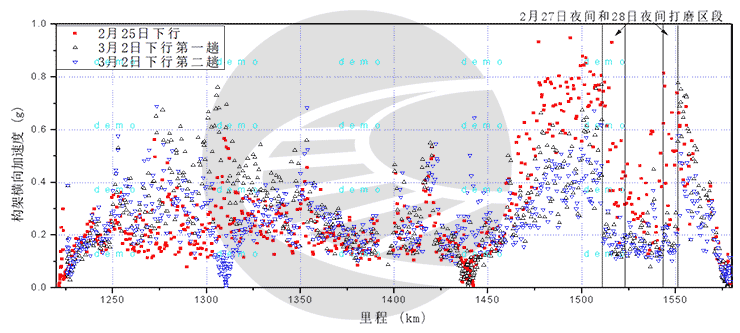
图4-10 下行线路K1543~K1551打磨前后振动测试结果对比
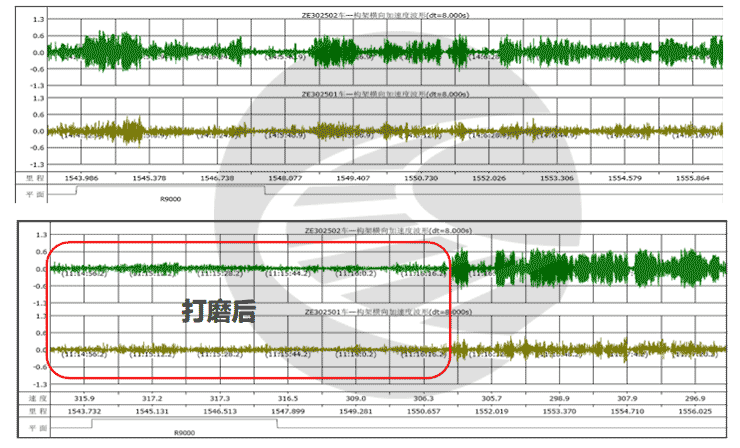
图4-11 下行线路K1543.732~K1550.657打磨前后CRH3025-2车和1车横向加速度波形比较
-
与不同轨头廓形匹配时的等效锥度对比,说明按设计廓形打磨可以消除报警.png)
- 图4-13 磨耗轮(S1002G-Wear)与不同轨头廓形匹配时的等效锥度对比,说明按设计廓形打磨可以消除报警
-
与不同钢轨轨头踏面匹配时的等效锥度比较,说明镟轮可以消除报警.png)
- 图4-12 新轮(S1002CN)与不同钢轨轨头踏面匹配时的等效锥度比较,说明镟轮可以消除报警
4.5 京沪高铁徐州以北构架报警地段等效锥度分析
2013年2月~6月,京沪高铁济南局管内出现了动车组转向架构架横向加速度报警,2014年6月以来,报警次数明显增多,报警动车组运行里程不到20万公里。
调查结果表明:报警区段钢轨光带宽度多数达到40~45mm,且偏向轨距角侧;轨头廓形不仅接近TB60原始廓形,还在轨距角部位出现金属凸出。
对报警动车组车轮与报警区段轨头廓形匹配后进行等效锥度计算和分析,结果如下:
-
.png)
- 图4-14 K420+430上行右股钢轨光带情况(宽度46mm)
-

- 图4-15 CRH380BG-5627报警车辆典型车轮踏面,以踏面凹磨为主
表4-2 轮轨等效锥度计算工况及结果
| 序号 | 车轮踏面 | 钢轨廓形 | 等效锥度结果 |
| 1 | CRH380BG-5627
报警车辆 |
TB60 | 0.36 |
| 2 | 济南段K420+430,上行右股,光带宽度46mm | 0.64 | |
| 3 | 济南段K420+440,下行左股,光带宽度42mm | 0.57 | |
| 4 | 济南段K420+000,下行右股,光带宽度25mm,
预防性打磨后基本达到铁科院设计廓形 |
0.34 | |
| 5 | S1002CN | TB60 | 0.16 |
| 6 | 济南段K420+430,上行右股,光带宽度46mm | 0.23 | |
| 7 | 济南段K420+440,下行左股,光带宽度42mm | 0.17 |
动车组构架报警成因
武广、京沪、哈大等高铁动车组报警处理的实践表明,车轮和钢轨发生磨耗尤其车轮踏面凹磨后,轮轨实际等效锥度达到0.5~0.6,是动车组转向架构架横向加速度报警的主要原因。
5 廓形打磨抑制和消除构架报警
5.1 钢轨廓形打磨技术
为了抑制等效锥度随运行里程的增加而增大,铁科院研发了廓形打磨技术,并根据运行的动车组类型设计了钢轨打磨廓形,如表5-1和图5-1。
表5-1 钢轨预打磨深度理论设计值
| 打磨角度/(°) | 钢轨打磨深度/mm | 打磨角度/(°) | 钢轨打磨深度/mm | ||
| 运行普通
客货车线路 |
运行CRH2和CRH3线路 | 运行普通客货车线路 | 运行CRH2和CRH3线路 | ||
| -10 | 0.26 | 0.25 | 10 | 0.98 | 0.78 |
| -5 | 0.53 | 0.43 | 15 | 1.20 | 0.90 |
| -2 | 0.50 | 0.38 | 20 | 1.17 | 0.91 |
| -1 | 0.45 | 0.33 | 25 | 1.09 | 0.87 |
| 0 | 0.27 | 0.30 | 30 | 0.99 | 0.78 |
| 1 | 0.28 | 0.30 | 35 | 0.89 | 0.67 |
| 2 | 0.30 | 0.37 | 40 | 0.77 | 0.55 |
| 3 | 0.50 | 0.52 | 45 | 0.64 | 0.47 |
| 4 | 0.63 | 0.63 | 55 | 0.34 | 0.29 |
| 5 | 0.70 | 0.67 | 60 | 0.18 | 0.19 |
-
.png)
- 图5-1 (a)-适用于LMA以及S1002CN车轮型面的预打磨设计廓形(虚线所示)
-
.png)
- 图5-1 (b)按预打磨设计廓形对钢轨预打磨后的轮轨匹配关系(打磨后等效锥度小于0.1)
钢轨廓形打磨技术经过多年来的研究和完善,形成了《高速铁路钢轨打磨管理办法》(铁总运〔2014〕357号),由中国铁路总公司颁布实施。该项技术在高速铁路钢轨及道岔打磨中得到了全面的推广应用。
5.2 廓形打磨抑制和消除报警作用
京沪高铁徐州以南按铁科院设计廓形进行钢轨预打磨,开通运行近4年,除了未打磨的车站和道岔区段外,CRH3型动车组25万公里镟轮周期内,基本未出现构架报警。
而徐州以北钢轨预打磨不到位、轨头廓形接近TB60的区段,1年半后CRH3型动车组25万公里镟修周期内出现报警;运行2.5年后,动车组运行里程不到20万公里就大面积出现报警。对未打磨的车站和岔区,运行2.5年后,报警动车组镟轮周期不到10万公里。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄡󠄨󠄨󠄞󠄡󠄨󠄩󠄞󠄢󠄠󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
可见廓形打磨对改善轮轨关系作用显著。
6 新轨头廓形钢轨的研发与应用
6.1 钢轨打磨存在的问题
通过钢轨预打磨形成新轨头廓形,对改善高速铁路轮轨接触关系具有显著的作用和效果。但是,将60kg/m钢轨打磨成铁科院设计廓形(如图6-1所示),钢轨打磨量较大,其中最深部位需要打磨掉0.8~1.1mm。
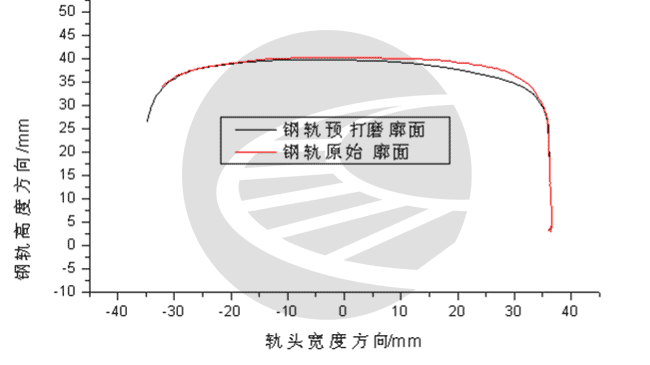
图6-1 高速铁路钢轨预打磨设计廓形
综上所述,通过钢轨预打磨形成新轨头廓形,对改善高速铁路轮轨匹配关系具有显著的作用和效果。但是,将TB60钢轨打磨成设计廓形存在:金属磨削量大、廓形打磨不到位、轨距角一侧打磨过度、左右股打磨不不对称、打磨砂轮起落部位周期性磨痕等问题。因此,迫切需要研发新轨头廓形钢轨,以减少钢轨打磨工作量,同时避免因打磨引起的种种问题。
6.2 60N新轨头廓形钢轨的研发
为了简化钢轨打磨工艺、减少金属磨削量,进一步改善轮轨关系,2011年项目组与钢厂合作,研发了新轨头廓形钢轨60N,开始在高铁和普通铁路进行使用考核。2015年9月,铁总颁布(铁总科技〔2015〕248号)实施了《60N、75N钢轨暂行技术条件》(TJ/GW142-2015),并决定自2016年起在我国高速铁路全面推广使用60N钢轨。 铺设使用60N钢轨后,钢轨预打磨只要去掉表面的脱碳层,打磨深度无需超过0.3mm,96磨头打磨车均匀打磨一遍就可以实现,减少钢轨打磨量50%以上,新轨头廓形60N钢轨服役初期就能实现较为理想的轮轨匹配,并减少动车组构架报警和车体晃车,延长镟轮和钢轨打磨周期,降低高速铁路维修养护成本。
-

- 图6-2 60N与TB60钢轨轨头廓形比较,黑色为60N钢轨廓形,红色为TB60钢轨
-

- 图6-3 钢轨预打磨设计廓形与60N钢轨轨头廓形比较,红色为钢轨预打磨设计曲线,黑色为60N钢轨廓形
由图6-3可见,-5°~10°范围内两条曲线是重合的,若按设计廓形打磨,在高速铁路的情况下,15°~60°范围轮轨基本不会接触
TB60和60N钢轨轮轨接触应力计算结果表明:在与LM车轮匹配时,在曲线半径R600m、超高H70mm曲线条件下,60N上股钢轨最大接触应力降低17%,米塞斯(Mises)应力降低10%。在半径R300m、超高H110mm的条件下,60N上股钢轨最大接触应力降低19%,Mises应力降低11%。
-

- 图6-4 LM车轮和TB60钢轨的轮轨接触点分布
-

- 图6-5 LM车轮和新廓形钢轨60N的轮轨接触点分布
-
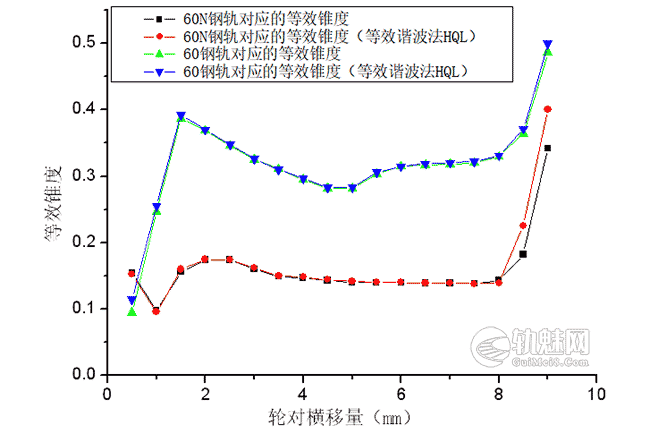
- 图6-6 60N和TB60钢轨与S1002G-Wear型面失稳磨耗车轮接触时的等效锥度
由图可见:在轮对横移量为8mm内,60N钢轨无论与新车轮匹配还是与失稳磨耗车轮匹配时的等效锥度基本在0.10~0.15范围内,而TB60钢轨与磨耗车轮匹配时的等效锥度最高达到0.40,超过了CRH3型动车组轮轨匹配等效锥度不得大于0.35的要求。因此,在我国高速铁路铺设60N钢轨或按60N轨头廓形打磨钢轨,有利于控制轮轨等效锥度随运行里程的增加而增大,减少动车组横向失稳。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄡󠄨󠄨󠄞󠄡󠄨󠄩󠄞󠄢󠄠󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
6.3 60N新廓形钢轨的使用情况
高铁使用情况
-
- 图6-7 下行试验段的60N钢轨
-

- 图6-8 上行试验段的60钢轨
2011年8月,在京石高速铁路下行K59+616—K74+616区间试铺长约15km的百米定尺60N U71Mnk钢轨进行试验。在钢轨铺设施工期间未运行动车组,以上为施工用工程车的LM型面车轮与使用初期的60N和60钢轨接触形成的轮轨接触光带(未打磨)。
6.3 60N新廓形钢轨的使用情况
新廓形钢轨60N的使用情况:运营24个月(光带宽度25-27mm)
-
- 图6-9 K64+800下行左股60N
-

- 图6-10 K64+800下行右股60N
新廓形钢轨60N的使用情况:运营36个月(光带宽度约30mm )󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄡󠄨󠄨󠄞󠄡󠄨󠄩󠄞󠄢󠄠󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
-

- 图6-11 K64+800下行左股60N
-

- 图6-12 K64+800下行右股60N,
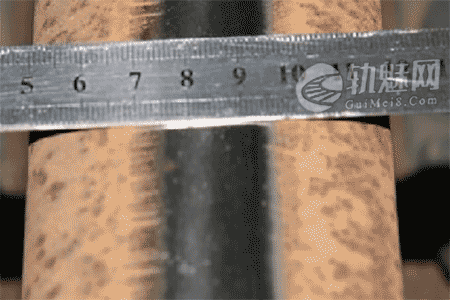
既有线使用情况: 铺设在沪昆线直线上的60N钢轨接触光带在踏面中心,轨距角未接触,钢轨表面光洁,而相邻的直线上的60钢轨,接触光带仍偏向轨距角处。
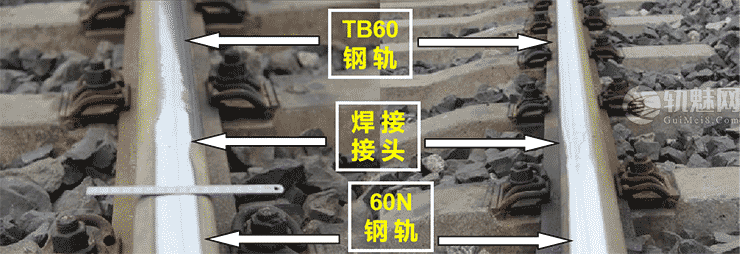
图6-13
左侧钢轨 沪昆线上行K1827+300直线上60N钢轨与TB60钢轨交接处
右侧钢轨 昆线上行K1827+500直线上60N钢轨与TB60钢轨交接处
TB60和60N钢轨在直线段上交接部位的光带,可明显见到,在60N钢轨上,车轮未接触轨距角,轮轨关系更好。

图6-15 TB60和60N钢轨在直线段上交接部位的光带,可明显见到,在60N钢轨上,车轮未接触轨距角,轮轨关系更好。
TB60钢轨与60N钢轨的初期使用情况对比
-

- 图6-16 TB60 U75V钢轨
-
- 图6-17 60NU76CrRE钢轨
60N PG4在线热处理钢轨在曲线上使用表明:轮轨接触关系良好,未出现剥离掉块,由于未打磨,出现轻微斜裂纹
-

- 60N,缓直点上股
-

- 60N,圆缓点上股
图6-18 60N PG4在线热处理钢轨的使用情况(未打磨,使用8个月)
6.4 75N钢轨的研发和使用情况
75N钢轨铺设使用表明:在直线上钢轨光带均较为居中,轨距角未出现肥边和剥离掉块,轨面光洁,钢轨使用状态较好,在曲线上75N钢轨均未出现轨距角肥边,未出现早期剥离掉块等伤损,表现出具有良好的轮轨接触关系,同时铺设75N钢轨,不仅可省去预打磨工序,还可延长打磨周期,具有显著的技术经济效益。
7 结束语
京沪高铁徐州以北自2014年2月,按铁科院设计廓形重新打磨后运行至今已近2年,钢轨光带宽度约为25~35mm,未发生任何动车组转向架构架横向加速度报警。2014年京沪高铁出现了百余起构架报警,而2015年基本无一起报警!
对京沪高铁而言,为保证25万公里镟轮周期内不发生构架报警,宜每2~3年、最长不超过4年,按铁科院设计廓形进行1次钢轨预防性打磨,车站和岔区应每2年打磨一次。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄡󠄨󠄨󠄞󠄡󠄨󠄩󠄞󠄢󠄠󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
减少动车组车轮凹磨、钢轨轨距角金属凸出,可以有效控制等效锥度,是轮轨形面的优化方向。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄡󠄨󠄨󠄞󠄡󠄨󠄩󠄞󠄢󠄠󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
60N钢轨服役初期就可实现较为理想的轮轨匹配,显著减少钢轨打磨量,可节约打磨成本50%以上。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄡󠄨󠄨󠄞󠄡󠄨󠄩󠄞󠄢󠄠󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
加强车辆、工务等有关部门的合作,进一步深入、系统开展轮轨关系研究。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄡󠄨󠄨󠄞󠄡󠄨󠄩󠄞󠄢󠄠󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
文章来源:
原文名称:轮轨关系的研究与应用
作者信息:金属及化学研究所 周清跃 (2016/11 )󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄡󠄨󠄨󠄞󠄡󠄨󠄩󠄞󠄢󠄠󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮


