
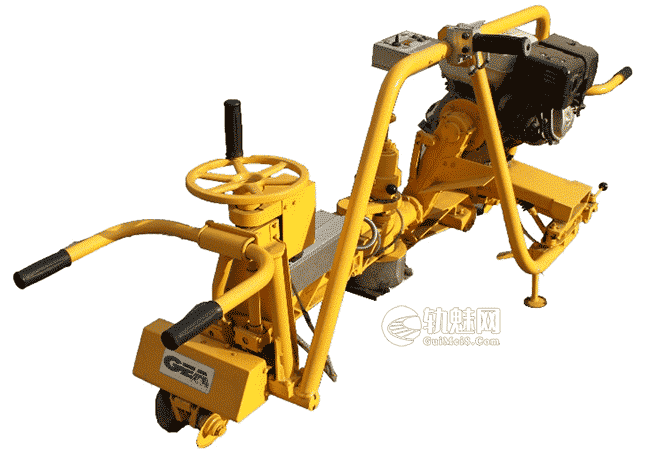
GSR数控精磨机用在高速铁路焊缝的打磨,也可以应用在钢轨波纹打磨,或其他钢轨的损伤修复。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄦󠄞󠄥󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
一、结构组成
数控精磨机的控制部分主要由升降步进电机、偏转步进电机、倾角传感器、火花传感器、角度位置传感器以及单片机和控制器、驱动器组成。
二、主要技术参数
1.发动机排量:270ML
2.最大动力:5.1KW
3.空载空转:≤1440 r/min󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄦󠄞󠄥󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
4.旋转速度:3600 r/min󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄦󠄞󠄥󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
5.燃料:不低于90#,无铅汽油󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄦󠄞󠄥󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
6.燃料消耗率:≤374 g/kW h󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄦󠄞󠄥󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
7.机油:SE以上, 推荐 SJ10W – 30󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄦󠄞󠄥󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
8.打磨砂轮:Φ=150 mm,δ=72 mm󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄦󠄞󠄥󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
9.打磨密度:18点
10.显示精度:0.01 mm
11.最大周速:40 m/s
12.砂轮的转动角度:± 90°󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄦󠄞󠄥󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
13.砂轮行程:60 mm
14.整体尺寸:1700 mm×640 mm×880 mm󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄦󠄞󠄥󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
15.总质量:110 kg
三、工作原理
数控精磨机有手动、自动两种工作模式。
自动模式:初始时砂轮处在和钢轨垂直的状态,接收开始指令后,按照内置的标准钢轨模型先向内侧既钢轨的工作边打磨,打磨90°,一直到钢轨的侧面距轨顶16mm处。然后砂轮回到垂直于钢轨的位置,按照内置的数字模型打磨钢轨的非工作边。一直到打磨完成,砂轮升高10mm,并回到和钢轨垂直的初始状态。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄦󠄞󠄥󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
手动模式:砂轮可以处于任意需要的位置,打磨的位置及深度由操作人员手动控制,这时计算机参与监控,一旦打磨深度达到钢轨的基本面,控制砂轮不再下降,避免操作失误造成钢轨损伤。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄦󠄞󠄥󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
机器装有固定保护装置,确保砂轮释放覆盖,屏蔽砂轮产生的可能会危害操作人员的火星或飞屑。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄦󠄞󠄥󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
四、使用方法
GSR打磨机特别适用于钢轨之间焊缝的精磨(清除多余的材料)。该机器必须用于滚动平面上钢轨的抛光,相对于弧形轨顶侧(操作员侧)产生正确的半径。
确保已经正确完成试运行。将机器放置在钢轨上。旋转手轮,抬高砂轮,直至其与钢轨接触。使机器在钢轨上滑动靠近需抛光的焊缝。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄦󠄞󠄥󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
(一)自动模式
打磨机置于钢轨上安放平稳,并使打磨机中心处于要打磨的焊缝上,启动发动机,等发动机工作平稳后,打开控制面板上的电源开关,这时显示器显示00.00mm,停止灯(红色)点亮。这时应控制砂轮处于钢轨的基本面上,按下下降按钮,(按一下就可以松开)警󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄦󠄞󠄥󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
示灯开始点亮,砂轮向下运动,当砂轮接触到钢轨擦出火花,砂轮上升2mm后开始下降,这时工作灯点亮(绿色),同时操作人员左右推动打磨机,推动的距离视打磨的长度。当砂轮下降到距钢轨基本面小于0.3mm时下降速度降低,当砂轮下降到钢轨基本轨高度时,计算机控制砂轮上升,上升高度2mm。计算机根据内置的标准钢轨模型控制砂轮自动偏转一定的角度停止。工作灯熄灭,停止灯点亮。当红色的停止灯点亮时,操作人员应控制打磨机砂轮处在钢轨的基本面上,按下下降按钮,计算机控制打磨机进行第2个打磨点的打磨,此后一直循环直到第18个点打磨完成,计算机控制砂轮自动回到起始点,并行进到非工作边打磨的第一个点,重复以上的打磨过程,直到18个点打磨完成,砂轮上升10mm,并回到和轨面垂直的初始位置。警灯熄灭,停止灯点亮,整个打磨工作完成。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄦󠄞󠄥󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
(二)手动模式
打磨机置于钢轨上安防平稳,并使打磨机中心处于要打磨的焊缝上,启动发动机且发动机工作平稳后,打开控制面板上的电源开关,这时显示器显示00.00mm,工作灯(绿色)点亮。这时应控制砂轮处于钢轨的基本面上,按下下降按钮,(按一下就可以松开)警示灯开始点亮,砂轮向下运动,当砂轮接触到钢轨擦出火花,砂轮上升2mm停止待机。显示器显示02.00mm。这时按压下降按钮(一直按住)砂轮下降,同时要左右拖动打磨机进行打磨,松开按钮砂轮停止下降,再次按压砂轮再次下降,打磨完成按压上升按钮砂轮上升,松开上升按钮砂轮停止上升,摇动打磨机偏转手轮,控制打磨机偏转到需要的角度,并使砂轮处于钢轨的基本面按压下降按钮,重复以前的动作,直到打磨完成。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄦󠄞󠄥󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
(三)导向滚轮调节
开始工作前,根据钢轨尺寸调节导向滚轮。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄦󠄞󠄥󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
如下进行:
1.松开环形螺母A。
2.拆下垫片C和轮B。
3.从轮B的一侧移动垫片D至另一侧,以在车轮和钢轨之间获得5~10mm的间隙。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄦󠄞󠄥󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
4.将垫片C放置就位,安装车轮(确保垫片C不会刮伤车轮轴承外圈和垫片D)。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄦󠄞󠄥󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮

五、安全操作规程
仅可在操作人员及其助手的协助下才可完全确保工作条件安全,必须始终牢记通用安全规定。
(一)在轨道区域工作
1.仅当安全人员均就位后才可开始运行工作。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄦󠄞󠄥󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
2.必须始终严格遵守相关安全规定。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄦󠄞󠄥󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
3.必须始终遵守各种工作种类的相关安全规定。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄦󠄞󠄥󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
4.必须始终遵守现场作业负责人的指令。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄦󠄞󠄥󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
5.对于多轨道作业,始终在与正常交通方向相反的方向上移动。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄦󠄞󠄥󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
6.对于双轨道铁路,仅当完全有必要执行操作时,才可在两条线路之间工作。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄦󠄞󠄥󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
7.在存在第三条线路时,如果使用轻便机器,确保其隔离;否则应采取所有必要的预防措施。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄦󠄞󠄥󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
(二)机器安全性
1.机器应仅可由合格人员操作。
2.只有经授权人员可待在机器周围区域。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄦󠄞󠄥󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
3.始终与活动部件保持安全距离,并且在使用设备时,始终遵守标准安全预防措施。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄦󠄞󠄥󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
4.始终确保明确宣布、理解和执行提供的“警示”。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄦󠄞󠄥󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
5.机器操作人员必须配备规定的个人防护装备。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄦󠄞󠄥󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
(三)发动机
1.必须在执行修理或维护工作前关闭发动机。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄦󠄞󠄥󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
2.确保在加满油液后适当紧固油箱塞子。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄦󠄞󠄥󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
3.发动机暖机时,禁止加注燃料。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄦󠄞󠄥󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
4.发动机暖机时,缓慢拧松油箱塞子。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄦󠄞󠄥󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
5.禁止吸入燃料蒸汽。
6.如果燃料泄漏,禁止启动发动机,但需小心清洁被燃料污染的区域。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄦󠄞󠄥󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
7.定期检查燃油泄漏。如果发现泄漏,停止机器,并在发动机冷却后进行修理。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄦󠄞󠄥󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
8.禁止在机器附近吸烟或者使用明火。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄦󠄞󠄥󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
9.禁止在机器附近使用打磨机或类似工具。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄦󠄞󠄥󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
10.禁止在密封空间起动和使用。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄦󠄞󠄥󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
11.禁止在可燃和/或爆炸性材料附近起动。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄦󠄞󠄥󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
12.禁止在饱和空间内起动和使用。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄦󠄞󠄥󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
(四)机器
1.与机器的发热零件(消声器管、液压系统)保持一定的距离。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄦󠄞󠄥󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
2.发动机运行时,禁止将机器置于无人看守的状态。从轨道上移下机器时,发动机必须始终关闭。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄦󠄞󠄥󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
3.禁止将机器置于无人看守的状态。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄦󠄞󠄥󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
4.禁止用手或身体其他部位接触机器的活动部件。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄦󠄞󠄥󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
(五)维护工作期间的安全性
1.为执行维护或修理工作,机器必须转移至一个适当的安全场所。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄦󠄞󠄥󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
2.禁止使用可燃或腐蚀性液体或物质。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄦󠄞󠄥󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
3.所有维护、修理和检验操作都必须仅由合格人员进行。这些操作必须在适当的场所进行,停止发动机并且将设备置于一个安全的位置。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄦󠄞󠄥󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
六、保养维修
| 零件 | 操作 | 开始
工作前 |
工作完成后 | 每月 | 每3个月 | 每年 | 如果发生相应需求,例如受损或故障 |
| 机器装配 | 目测检验 | X | |||||
| 清洁 | X | ||||||
| 导向滚轮调节 | X | ||||||
| 导向滚轮更换 | X | ||||||
| 更换滑动滚轮 | X | ||||||
| 空气滤清器 | 清洁 | X | |||||
| 更换 | X | ||||||
| 燃油箱滤清器 | 检验 | X | |||||
| 更换 | X | ||||||
| 燃油箱 | 清洁 | X | |||||
| 化油器 | 清洁 | X | |||||
| 发动机油 | 检验 | X | |||||
| 更换 | X | ||||||
| 火花塞 | 调节电极间隙 | X | |||||
| 砂轮调节 | 润滑 | X | |||||
| 皮带总成 | 检验和张紧 | X | |||||
| 更换 | X | ||||||
| 更换半皮带轮 | X | ||||||
| 清洁 | X | ||||||
| 砂轮 | 检验 | X | X | ||||
| 更换 | X |
文章来源:
《钢轨道岔打磨手册》长春工务段职工教育科 2018年版󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄦󠄞󠄥󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮


