
1.目的与要求
目的:更换伤损夹板,消除接头病害,确保线路安全畅通。
要求:作业人员掌握要领、熟练作业。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄢󠄥󠄞󠄡󠄥󠄦󠄞󠄡󠄦󠄡󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
2.适用范围
2.1本作业指导书适用于伤损、折断夹板更换。
2.1本作业指导书适用于施工点内作业。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄢󠄥󠄞󠄡󠄥󠄦󠄞󠄡󠄦󠄡󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
3.作业准备
3.1.工具材料
所需材料及工器具见表1。
表1 材料和工器具
| 序号 | 名称 | 规格 | 单位 | 数量 | 备注 |
| 1 | 钢丝刷 | – | 把 | 1 | – |
| 2 | 砂布 | – | 块 | 1 | – |
| 3 | 油刷 | – | 把 | 1 | – |
| 4 | 防锈剂 | – | 瓶 | 1 | – |
| 5 | 活口扳手 | 450 | 把 | 2 | – |
| 6 | 长柄扳手 | 内切φ36 | 把 | 1 | – |
| 7 | 轨距尺 | – | 把 | 1 | 计量检定合格 |
| 8 | 钢板尺 | 200mm | 把 | 1 | 测量钢轨错牙 |
| 10 | 扭力扳手 | 750N.m-1000N.m | 把 | 1 | 计量检定合格 |
| 11 | 零星备件 | – | – | – | 弹条、扣件、轨距块、道钉等 |
3.2 劳防用品
作业劳防用品如表2所示:
表2 劳防用品
| 序号 | 名称 | 规格 | 单位 | 数量 | 备注 |
| 1 | 工作服 | 有反光条 | 套 | 每人一套 | |
| 2 | 工作鞋 | 绝缘 | 双 | 每人一双 | |
| 3 | 手套 | – | 双 | 每人一双 | |
| 4 | 头灯 | – | 个 | 每人一个 |
4.作业程序
4.1点名分工
4.1.1工班长组织职工列队点名,明确安全注意事项、作业分工项目、内容及时间,检查劳动保护装备是否齐全。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄢󠄥󠄞󠄡󠄥󠄦󠄞󠄡󠄦󠄡󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
4.1.2做好作业前安全交底工作,作业范围、作业内容、作业要求需详细,不得有遗漏。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄢󠄥󠄞󠄡󠄥󠄦󠄞󠄡󠄦󠄡󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
4.2工(机)具检查
4.2.1检查扭力扳的计量检定合格有效期。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄢󠄥󠄞󠄡󠄥󠄦󠄞󠄡󠄦󠄡󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
4.2.2检查所携带的工器具是否齐全、状态良好,电动器具要检查绝缘层有无破损、状态是否良好。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄢󠄥󠄞󠄡󠄥󠄦󠄞󠄡󠄦󠄡󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
4.2.3检查工(机)具的安全性能,禁止工(机)具等带病上道作业。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄢󠄥󠄞󠄡󠄥󠄦󠄞󠄡󠄦󠄡󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
4.2.3使用的工(机)具必须按照部门要求用反光漆(膜)进行编号,以防止侵限或遗留在线路上。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄢󠄥󠄞󠄡󠄥󠄦󠄞󠄡󠄦󠄡󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
4.3设置防护
施工负责人携带《施工作业令》和施工负责人证到车场调度(车站车控室),经车场调度员(车站值班员)签认后办理登记手续,了解列车运行情况,方可进入轨行区施工。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄢󠄥󠄞󠄡󠄥󠄦󠄞󠄡󠄦󠄡󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
4.4作业准备
施工负责人确认防护已到位,并接到施工命令(命令号、施工起讫时间)后,通知作业人员,上道作业。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄢󠄥󠄞󠄡󠄥󠄦󠄞󠄡󠄦󠄡󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
施工负责人根据作业范围及技术标准的要求,认真调查工作量;将需要清筛的地点应现场划撬。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄢󠄥󠄞󠄡󠄥󠄦󠄞󠄡󠄦󠄡󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
更换作业前,确定需更换的鱼尾板,散布新鱼尾板。并对夹板更换位置线路轨距水平进行检查,确认线路原始状态。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄢󠄥󠄞󠄡󠄥󠄦󠄞󠄡󠄦󠄡󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
4.5上道作业
4.5.1松、卸接头扣件
松、卸接头位置扣件:具体操作按相应扣件类型作业指导书进行,并在相应位置摆放整齐。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄢󠄥󠄞󠄡󠄥󠄦󠄞󠄡󠄦󠄡󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
4.5.2松、卸接头螺栓
用开口扳手把卸螺栓时,两脚站在被卸螺帽的另一侧,两脚相距300~400mm,成90度角。两脚趾靠近夹板边缘,上体前屈用力,防止扳手打滑。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄢󠄥󠄞󠄡󠄥󠄦󠄞󠄡󠄦󠄡󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
![[图文]铁路接头夹板螺栓拆除及安装顺序](https://pic.guimei8.com/2020/07/6%E5%AD%94%E6%8E%A5%E5%A4%B4%E5%A4%B9%E6%9D%BF%E8%9E%BA%E6%A0%93%E6%8B%86%E9%99%A4%E9%A1%BA%E5%BA%8F.png)
夹板螺栓拆除顺序如上图,1、3、5、2、4、6顺序进行拆除。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄢󠄥󠄞󠄡󠄥󠄦󠄞󠄡󠄦󠄡󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
4.5.3卸鱼尾板
卸下最后一个接头螺栓后,用撬棍撬开钢轨两侧鱼尾板,不得用锤直接敲打。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄢󠄥󠄞󠄡󠄥󠄦󠄞󠄡󠄦󠄡󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
撬鱼尾板时,鱼尾板范围不得站人。卸下鱼尾板后,先将其内部积尘和铁锈清扫干净,放置时其放的位置要离开钢轨适当距离,不要妨碍钢轨去锈涂油。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄢󠄥󠄞󠄡󠄥󠄦󠄞󠄡󠄦󠄡󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
4.5.4除锈与检查
用钢丝刷及小扁铲除去钢轨两侧鱼尾板范围(特别是眼孔周围)、每个接头螺栓、扣件螺栓及扣件部位上的积尘、积锈、油垢。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄢󠄥󠄞󠄡󠄥󠄦󠄞󠄡󠄦󠄡󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
认真检查钢轨(特别是眼孔周围)有无伤损,如有伤损需报施工负责人进行更换。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄢󠄥󠄞󠄡󠄥󠄦󠄞󠄡󠄦󠄡󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
检查每个接头螺栓有无弯曲变形,其丝牙有无损坏,垫圈有无变形、缺损,如有变形、损坏则需更换。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄢󠄥󠄞󠄡󠄥󠄦󠄞󠄡󠄦󠄡󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
4.5.5防锈涂油
用油刷抹上长效油脂,在已除锈的接头螺栓的栓干表面均匀涂油,并在鱼尾板与钢轨的接触面上分别均匀涂上油层。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄢󠄥󠄞󠄡󠄥󠄦󠄞󠄡󠄦󠄡󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
4.5.6安装新鱼尾板及接头螺栓󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄢󠄥󠄞󠄡󠄥󠄦󠄞󠄡󠄦󠄡󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
上新鱼尾板时,先将两侧鱼尾板按接头眼孔位置拼齐串好,再穿入接头螺栓。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄢󠄥󠄞󠄡󠄥󠄦󠄞󠄡󠄦󠄡󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
安装弹簧垫圈时,应注意将弹簧垫圈的切口向下。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄢󠄥󠄞󠄡󠄥󠄦󠄞󠄡󠄦󠄡󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
每穿好一个接头螺栓及其垫圈后,即用扳手将其拧紧。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄢󠄥󠄞󠄡󠄥󠄦󠄞󠄡󠄦󠄡󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
并利用钢板尺检查钢轨接头有无错牙情况,以及时调整。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄢󠄥󠄞󠄡󠄥󠄦󠄞󠄡󠄦󠄡󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
4.5.7复紧接头螺栓
全部上完接头螺栓以后,用直口长扳手按顺序复紧接头螺栓。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄢󠄥󠄞󠄡󠄥󠄦󠄞󠄡󠄦󠄡󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
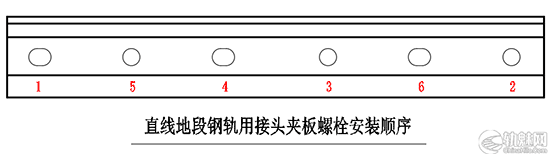
直线线路接头的6孔鱼尾板,按1、6、4、3、2、5位螺栓顺序复紧。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄢󠄥󠄞󠄡󠄥󠄦󠄞󠄡󠄦󠄡󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
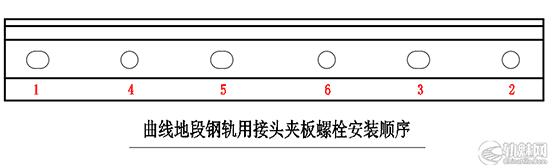
曲线线路接头的6孔鱼尾板按1、6、5、2、3、4位螺栓顺序复紧。按顺序复紧后,再全面拧紧各接头螺栓,使之达到规定力矩。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄢󠄥󠄞󠄡󠄥󠄦󠄞󠄡󠄦󠄡󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
P60无缝线路缓冲区10.9级接头螺栓扭矩不小于900N·m,P60普通线路10.9级接头螺栓不小于700N·m。 P50线路10.9级接头螺栓扭矩不小于700N·m。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄢󠄥󠄞󠄡󠄥󠄦󠄞󠄡󠄦󠄡󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
P50线路8.8级接头螺栓扭矩不小于600N·m。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄢󠄥󠄞󠄡󠄥󠄦󠄞󠄡󠄦󠄡󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
4.5.8安装扣件
恢复鱼尾板位置扣件,安装按相应扣件类型作业指导书进行。鱼尾板安装结束后,用轨距尺检查现轨道轨距水平状态,进行记录,与作业前对比,如轨距水平不良,及时整治。检查钢轨接头、扣件安装是否完好,并及时整改;设定所需的扭矩值,将指针移动到标准扭矩的位置,将扳手方榫套入相应尺寸规格的套筒。将套筒套入螺母或螺栓帽上,施力前需确定扳手与被施力的物体确实结合。施力位置为握把正中心。按顺时针(右旋)方向均匀施力,当听到“咔嗒”声或扳到扳手上有卸力感时,即已达到所设定的扭矩值。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄢󠄥󠄞󠄡󠄥󠄦󠄞󠄡󠄦󠄡󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
4.6作业回检
检查钢轨接头、扣件安装是否完好,并及时整改;用扭力扳手分别检查接头螺栓、扣件螺栓扭矩,不足时及时复紧。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄢󠄥󠄞󠄡󠄥󠄦󠄞󠄡󠄦󠄡󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
整理、回收工器具及材料:施工完毕后,应做好整理、回收工器具及材料工作,做到工完料清。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄢󠄥󠄞󠄡󠄥󠄦󠄞󠄡󠄦󠄡󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
5.劳动组织
一般作业人数不少于4人。
6.质量标准
6.1作业过程中,须清除钢轨,新、旧鱼尾板,接头螺栓,扣件螺栓铁锈,积尘和油垢,并清除安装扣件部位的垃圾。
6.2作业后,轨面及内侧错牙不得超过2mm。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄢󠄥󠄞󠄡󠄥󠄦󠄞󠄡󠄦󠄡󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
6.3接头螺栓扭力矩标准:P60无缝线路缓冲区10.9级接头螺栓扭矩不小于900N·m,P60普通线路10.9级接头螺栓不小于700N·m,P50线路10.9级接头螺栓扭矩不小于700N·m,P50线路8.8级接头螺栓扭矩不小于600N·m。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄢󠄥󠄞󠄡󠄥󠄦󠄞󠄡󠄦󠄡󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
6.4作业后,木枕线路道钉扣件时,无无八害道钉(包括:俯、仰、歪、斜、浮、离、弯、损)。分开式扣件时,扣件扭矩达到:WJ-2扣件扭矩为70N·m~100N·m、其他分开式扣件扭矩100N·m~ 140N·m。涂油时不得污染道床。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄢󠄥󠄞󠄡󠄥󠄦󠄞󠄡󠄦󠄡󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
7.危险源及安全措施
7.1作业工机具严禁堆放在两线间,各种作业机具作业时必须轻拿轻放,听从施工负责人统一指挥,动作协调一致,防止机具、人员伤害。
7.2在轨行区段作业时,对接触轨及信号装置的连接线,必须保持其正常连接;如需临时拆除时,应由设备管理单位配合,采取相应的安全措施后方准开工。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄢󠄥󠄞󠄡󠄥󠄦󠄞󠄡󠄦󠄡󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
7.3严禁坐在钢轨上卸、紧螺栓。卸、紧螺栓时,作业人员必须站稳,防止扳手滑动,摔倒伤人。严禁以手指探摸螺孔。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄢󠄥󠄞󠄡󠄥󠄦󠄞󠄡󠄦󠄡󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
7.4更换绝缘接头夹板作业时,必须由信号部门人员在场,扳手应加绝缘套。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄢󠄥󠄞󠄡󠄥󠄦󠄞󠄡󠄦󠄡󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
7.5施工作业过程中,遇防护联络中断,必须立即停止作业,人员机具撤离到安全地点避车,待恢复联系方可上道作业。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄢󠄥󠄞󠄡󠄥󠄦󠄞󠄡󠄦󠄡󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
7.6松开接头时,应考虑钢轨温度的影响,避开在轨温过高或过低时作业。无法避开时,应对待作业接头两端钢轨扣件复拧锁定。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄢󠄥󠄞󠄡󠄥󠄦󠄞󠄡󠄦󠄡󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
7.7开通线路前,施工施工负责人(带班人)对作业地段进行全面检查,确认线路无侵限路材路料及作业机具,且作业质量达标后方可开通线路。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄢󠄥󠄞󠄡󠄥󠄦󠄞󠄡󠄦󠄡󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
7.8由作业负责人或指定专人作业区段进行检查,按照分工机具与人一体化原则,谁带进来机具由谁带出机具,确保定人机绑定负责制,并对照工、机具、材料登记表进行签认,做到“工完料清”。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄢󠄥󠄞󠄡󠄥󠄦󠄞󠄡󠄦󠄡󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮



正好有帮助
有用就好