
钢轨在生产、运输、储存和安装过程中不可避免地会出现碰伤、轧痕、锈皮、结疤等表面缺陷,这些病害对轨道平顺性有一定影响,导致轮轨动力作用增大,损伤轨道和机车车辆部件,危及行车安全。钢轨预打磨是对铺设上道新钢轨的打磨作业,可以去除钢轨表面脱碳层,修复或减轻钢轨表面伤损,从而缩短轮轨磨合期,延长轮轨使用寿命。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄩󠄞󠄨󠄥󠄞󠄦󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
钢轨预打磨作为线路开通前消除钢轨表面病害、优化钢轨廓形的有效手段,国内外许多学者对其形式与参数、技术要求、作业流程、验收标准等进行了研究和探讨。20 世纪 90 年代,美国北伯林顿铁路公司首先在新建线路中开展了钢轨预打磨作业。2003年底,我国原铁道部发布了 TB 10413—2003《铁路轨道工程施工质量验收标准》,要求新铺设的 I级铁路开通前应对全线钢轨进行预打磨。2014年 5月,铁路总公司运输局印发了运工线路函〔2014〕227 号《普速铁路钢轨打磨指导意见》,要求新线和成段铺设的新钢轨应在轨道精调或精捣完成后按照设计廓形进行预打磨。钢轨预打磨在高速铁路也得到了广泛应用。2014和2018年,铁路总公司分别印发了铁总运〔2014〕357 号《高速铁路钢轨打磨管理办法》和铁总工电〔2018〕48号《高速铁路钢轨快速打磨管理办法》,要求高速铁路在轨道精调完成后采用钢轨快速打磨车进行钢轨预打磨,并应满足廓形、打磨深度等要求。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄩󠄞󠄨󠄥󠄞󠄦󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
城市轨道交通存在行车密度大、曲线多、曲线半径小、减振地段多等特点,导致钢轨表面病害的影响因素多且复杂。多条城市轨道交通线路在开通前开展了钢轨预打磨作业。如广州地铁2号线开展了钢轨预打磨工作,打磨后轨道光带稳定,轨面均匀无瑕疵 ,磨 合 期 缩 短 到 1~2 周 ,减 少 了 磨 合 期 内 轮 轨磨耗。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄩󠄞󠄨󠄥󠄞󠄦󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
然而目前尚无针对城市轨道交通钢轨预打磨的技术要求及验收标准。为了提高城市轨道交通钢轨预打磨质量,加强新建线路钢轨预打磨管理,本文对城市轨道交通钢轨预打磨的技术要求、作业要求、质量验收要求及其发展方向进行探讨,提出钢轨预打磨技术要求及验收标准。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄩󠄞󠄨󠄥󠄞󠄦󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
1 钢轨预打磨的技术要求
为规范城市轨道交通钢轨预打磨作业管理,本文提出的城市轨道交通钢轨预打磨技术要求及验收标准适用于最高运行速度不超过 160 km/h、采用钢轮钢轨系统的城市轨道交通的钢轨(不含道岔)预打磨作业。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄩󠄞󠄨󠄥󠄞󠄦󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
新建或新换铺上道的钢轨可在轨道精调或精捣完成后进行钢轨预打磨。钢轨预打磨应满足廓形、打磨深度等要求。钢轨预打磨的目标廓形为设计廓形,技术要求详见表 1。原则上,钢轨预打磨应先于线路正式开通运营前完成。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄩󠄞󠄨󠄥󠄞󠄦󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
表1 钢轨预打磨技术要求󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄩󠄞󠄨󠄥󠄞󠄦󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
| 项 目 | 技 术 要 求 |
| 轨顶中心区域 预打磨深度/mm |
≥0. 2 |
| 打磨后表面 粗糙度/μm |
≤10 |
| 打磨平面 最大宽度 |
轨顶纵向中心线两侧10 mm以内区域为10 mm 轨顶纵向中心线两侧10~25 mm区域为7 mm 轨顶纵向中心线两侧其余打磨区域为5 mm 沿钢轨纵向中心线两侧100 mm范围内,打磨平面宽 度最大变化量不应大于打磨平面最大宽度的25% |
| 打磨后轮轨 接触光带 |
直线和曲线下股钢轨接触光带应基本居中,宽度为 20~30 mm;曲线上股钢轨接触光带偏向内侧 |
| 打磨后轨面 状态 |
无肥边,无疲劳裂纹,无连续发光带 |
| 打磨后钢轨 表面硬度 |
钢轨表面硬度应满足钢轨母材硬度要求 |
2 钢轨预打磨的作业要求
- 1 作业前要求
1)预打磨作业前,线路几何尺寸、形位、轨下基础等应符合相关技术标准要求。
2)预打磨作业前,钢轨焊接接头应满足设计要求;轮轨接触区域钢轨表面损伤最大深度应不大于0. 2 mm。如不满足要求,应在预打磨前对线路进行处理,满足要求后方可进行钢轨预打磨。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄩󠄞󠄨󠄥󠄞󠄦󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
3)预打磨作业前应对打磨区段线路进行调查,对影响预打磨作业的轨旁设备先采取措施进行处理。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄩󠄞󠄨󠄥󠄞󠄦󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
4)预打磨作业前应进行现场调查和技术交底,根据线路实际情况设置打磨遍数、打磨深度、打磨车参数等,并根据技术标准和现场调查情况制定钢轨预打磨作业方案及技术方案。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄩󠄞󠄨󠄥󠄞󠄦󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
5)清除作业地段线路两侧的可燃物,落实防火措施,同时制定预打磨作业应急预案。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄩󠄞󠄨󠄥󠄞󠄦󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
- 2 作业中要求
1)中雨或中雪及以上天气不宜进行露天预打磨作业。
2)预打磨作业速度应根据钢轨打磨车特性及其他条件确定。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄩󠄞󠄨󠄥󠄞󠄦󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
3)应及时检查预打磨作业覆盖范围、打磨量等,如有必要应及时调整预打磨方案。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄩󠄞󠄨󠄥󠄞󠄦󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
4)在预打磨衔接区域,重叠打磨长度不应小于10 m。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄩󠄞󠄨󠄥󠄞󠄦󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
5)多遍打磨时,应将每遍打磨的起点和终点位置错开,不应出现突变点。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄩󠄞󠄨󠄥󠄞󠄦󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
6)道岔区域不打磨,预打磨时道岔前后应保留一定安全区域。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄩󠄞󠄨󠄥󠄞󠄦󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
7)预打磨作业过程中,应确保集尘装置正常运转。应每日清洁集尘装置,清理下来的铁屑及积尘必须集中进行环保处理,不得污染轨道与环境。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄩󠄞󠄨󠄥󠄞󠄦󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
8)钢轨打磨车作业单位负责做好打磨车的消防工作。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄩󠄞󠄨󠄥󠄞󠄦󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
- 3 作业后要求
1)应将打磨架完全收至固定位并锁定。
2)清点工机具、器材等物品,确认齐全后方可开车。如发现零部件、装载物料及工机具遗失,应及时报告和排查。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄩󠄞󠄨󠄥󠄞󠄦󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
3)应对钢轨打磨车运行径路上的道岔状态进行检查确认。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄩󠄞󠄨󠄥󠄞󠄦󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
4)相关设备管理单位应及时恢复作业中拆除的设备。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄩󠄞󠄨󠄥󠄞󠄦󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
3 钢轨预打磨的质量验收标准
钢轨预打磨作业完成后 7 d内采用相关测量设备对预打磨钢轨进行横断面测量,对预打磨质量进行检查验收。钢轨预打磨的验收项目包括:打磨深度、打磨面粗糙度、打磨廓形、表面硬度、钢轨波磨、发蓝带等。相关项目验收不合格时应分析原因,并及时安排重新打磨,以满足相关标准要求。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄩󠄞󠄨󠄥󠄞󠄦󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
1)钢轨预打磨后应消除钢轨微小缺陷及锈蚀,消除钢轨在轧制过程中形成的轨面斑点及微小不平顺。钢轨表面应平顺、无斑点。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄩󠄞󠄨󠄥󠄞󠄦󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
检验数量:施工单位全部检验,监理单位平行检验10%。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄩󠄞󠄨󠄥󠄞󠄦󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
检验方法:施工单位观察检验,监理单位检查施工单位检验记录,并进行平行检验。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄩󠄞󠄨󠄥󠄞󠄦󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
2)钢轨预打磨后应开展预打磨深度检验,轨顶中心区域预打磨深度不小于0. 2 mm。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄩󠄞󠄨󠄥󠄞󠄦󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
检验数量:每5 km作业里程中随机选定包含直线和曲线的 200 m 区段进行检验,左右股钢轨各选取 6处进行检验。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄩󠄞󠄨󠄥󠄞󠄦󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
检验方法:施工单位利用廓形仪检验,监理单位检查施工单位检验记录,并进行平行检验。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄩󠄞󠄨󠄥󠄞󠄦󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
3)钢轨预打磨后轨顶表面粗糙度不大于10 μm。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄩󠄞󠄨󠄥󠄞󠄦󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
检验数量:每 5 km 作业里程检验 1 次,应至少连󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄩󠄞󠄨󠄥󠄞󠄦󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
续检验6个点,测点间距1~2 m,取平均值。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄩󠄞󠄨󠄥󠄞󠄦󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
检验方法:施工单位采用钢轨粗糙度测量仪检验,监理单位全部见证检验。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄩󠄞󠄨󠄥󠄞󠄦󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
4)钢轨预打磨后应开展钢轨廓形检验。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄩󠄞󠄨󠄥󠄞󠄦󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
检验数量:每5 km作业里程中随机选定包含直线和曲线的 200 m 区段进行检验,左右股钢轨各选取6处进行检验。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄩󠄞󠄨󠄥󠄞󠄦󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
检验方法:施工单位采用钢轨廓形仪检验,监理单位全部见证检验。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄩󠄞󠄨󠄥󠄞󠄦󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
检验时,在y⁃z坐标系内将目标廓形未旋转时的轨顶最高点与工作边 z⁃16 位置点(在 z 向距轨顶最高点16 mm的点)2点对齐,如图1所示,图中轨顶中心的横坐标为0。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄩󠄞󠄨󠄥󠄞󠄦󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
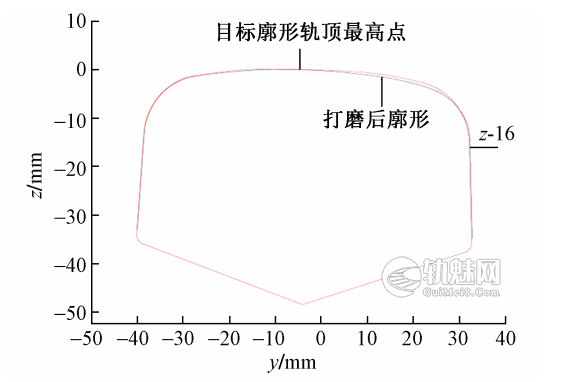
图1 钢轨打磨廓形检验定位点示意
表2 钢轨预打磨后轨头廓形验收标准
| 轨头y向小于-20 mm | 轨头y向为-20~+30 mm | 轨头y向大于+30 mm |
| +0. 3/-0. 6 | +0. 3/-0. 3 | +0. 3/-0. 6 |
5)钢轨预打磨后,打磨面最大宽度应满足轨顶纵向中心线两侧10 mm以内区域为10 mm,10~25 mm区域为 7 mm,其余打磨区域为 5 mm。打磨面宽度的最大变化量在沿钢轨长度 100 mm的范围内不应大于打磨面最大宽度的25%。
检验数量:每5 km作业里程检验1处。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄩󠄞󠄨󠄥󠄞󠄦󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
检验方法:施工单位使用钢板尺检验打磨面宽度,监理单位见证检验。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄩󠄞󠄨󠄥󠄞󠄦󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
6)钢轨预打磨后开展钢轨表面硬度检验,打磨后钢轨表面硬度应满足钢轨母材硬度要求。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄩󠄞󠄨󠄥󠄞󠄦󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
检验数量:每5 km作业里程随机选定包含直线和曲线的 200 m 区段进行检验,左右股钢轨各选取 6 处进行检验。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄩󠄞󠄨󠄥󠄞󠄦󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
检验方法:施工单位采用便携式里氏硬度计检验打磨后钢轨表面硬度,监理单位见证检验。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄩󠄞󠄨󠄥󠄞󠄦󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
7)钢轨预打磨后应开展波磨谷深平均值超限率检验。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄩󠄞󠄨󠄥󠄞󠄦󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
检验数量:每5 km作业里程随机选定包含直线和曲线的200 m区段进行检测。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄩󠄞󠄨󠄥󠄞󠄦󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
检验方法:预打磨作业完成后 7 d内,施工单位采用波磨检测仪连续测量,监理单位见证检。 表3为验收区段按不同波长的波磨谷深平均值超限率验收标准。波磨检测仪的测量精度应不低于0. 01 mm。图2为波磨谷深平均值计算示意。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄩󠄞󠄨󠄥󠄞󠄦󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
表3 波磨谷深平均值超限率验收标准󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄩󠄞󠄨󠄥󠄞󠄦󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
| 波长/mm | 谷深平均值/mm | 分析窗长/mm | 允许超限率/% |
| 10~30 | 0. 02 | 600 | 5 |
| 30~100 | 0. 02 | 600 | 5 |
| 100~300 | 0. 05 | 1 000 | 5 |
| 300~1 000 | 0. 30 | 5 000 | 5 |

图2 波磨谷深平均值计算示意
根据图2,得出谷深平均值计算公式为
D(x,L)=r1+r2……+rnn
式中:D为坐标x处的谷深平均值;L为分析窗长,不同波长的分析窗长见表 3;ri为第 i(i=1,2,…,n)个谷深值;n为1个分析窗长内的谷深值数量。
波磨谷深平均值超限率检测区段的轨道结构形式必须保持一致,轨道结构形式不同的区段应分别进行验收。此外,检测区段的选取应避开焊缝、钢轨接头等处。波磨检测基准线为走行带中心线。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄩󠄞󠄨󠄥󠄞󠄦󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
8)钢轨预打磨后应检查钢轨打磨面,轨头打磨区应无连续发蓝带。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄩󠄞󠄨󠄥󠄞󠄦󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
检验数量:施工单位全部检验。
检验方法:目视检查。
9)钢轨预打磨完成后应将无砟道床及轨枕上的铁粉清除干净。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄩󠄞󠄨󠄥󠄞󠄦󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
检验数量:施工单位全部检查。
检验方法:目视检查。
4 钢轨预打磨的发展方向
钢轨预打磨作业的高速化、差异化、信息化是钢轨预打磨技术的发展趋势。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄩󠄞󠄨󠄥󠄞󠄦󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
- 1 预打磨作业的高速化
城市轨道交通新建线路存在工期紧张、调试过程繁杂等实际情况。轨道精调或精捣完成后进行钢轨预打磨作业时间并不宽裕,有限的打磨时间和打磨作业的特殊性给城市轨道交通建设带来挑战。预打磨作业高速化可以提高钢轨预打磨的效率,是未来的发展方向之一。
- 2 预打磨廓形的差异化
针对不同车辆、线路和轨道结构参数,通过钢轨预打磨作业的精细化和差异化,形成适合于不同线路条件的钢轨廓形,优化轮轨廓形匹配,达到提高行车安全性、降低轮轨振动噪声、控制钢轨接触疲劳和裂纹扩展、缓解磨耗等效果,是未来预打磨作业精细化管理的需要。
- 3 预打磨作业的信息化
预打磨作业信息化是钢轨预打磨作业信息输入和输出的集中体现。通过预打磨计划的制订、预打磨方案的执行及预打磨质量的反馈进行钢轨预打磨管理。建立统筹的预打磨计划、预打磨工艺和预打磨质量的信息化管理平台,为钢轨预打磨作业实施及钢轨运营期管理提供信息化支撑。此外,预打磨作业信息化是未来预打磨作业智能化的基础。
文章来源:
作者 : 李克飞、王进、黑勇进、吴宗臻󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄩󠄞󠄨󠄥󠄞󠄦󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
作者单位 :北京市轨道交通建设管理有限公司设备管理总部,北京 100068;城市轨道交通全自动运行系统与安全监控北京市重点实验室,北京 100068󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄩󠄞󠄨󠄥󠄞󠄦󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
原文名称:城市轨道交通钢轨预打磨技术要求及验收标准󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄩󠄞󠄨󠄥󠄞󠄦󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
刊 名: 铁道建筑
年,卷(期) : 2019, 59(12)󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄩󠄞󠄨󠄥󠄞󠄦󠄤󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
声明:本站内容由用户上传或投稿,其版权及合规性由用户自行承担。若存在侵权或违规内容,请通过左侧「举报」通道提交举证,我们将在24小时内核实并下架。
赞助:本站部分内容涉及收费,费用用于网站维护及持续发展,非内容定价依据。用户付费行为视为对本站技术服务的自愿支持,不承诺内容永久可用性或技术支持。
授权:除非另有说明,否则本站内容依据CC BY-NC-SA 4.0许可证进行授权。非商业用途需保留来源标识,商业用途需申请书面授权。



