大西高铁正线全长678.4km。正线按一次性铺设跨区间无缝线路设计。无砟轨道道岔区段采用轨枕埋入式18号高速道岔,正线允许通过速度为250km/h,到发线允许通过速度为80km/h。太原铁路局管内侯马西站以北(太原方向)各站无缝道岔锁定轨温为(22±3)℃;侯马西站以南(西安方向)各站无缝道岔锁定轨温为(24±3)℃。
在大西高铁静态验收过程中,通过复核区间无缝线路和无缝道岔锁定轨温的相关施工资料,发现有39组无缝道岔与区间无缝线路焊接时锁定轨温不满足设计要求,存在安全隐患。因此,决定对无缝道岔进行应力放散。由于每个岔区所处的环境都不同,针对每一组无缝道岔的具体情况,制订放散施工设计方案并组织实施,使无缝道岔锁定轨温达到设计要求,确保无缝线路的稳定。本文主要介绍临汾西站2#无缝道岔的放散施工。
1 临汾西站2#无缝道岔概况
根据设计文件,临汾西站无缝道岔设计锁定轨温为(22±3)℃。
临汾西站2#无缝道岔位于临汾西站南岔区下行正线,连接上行线4#道岔,为时速350km客运专线铁路60kg/m钢轨18号单开(左开)道岔(图号为客专线(07)009-Ⅰ),道岔长69m(尖轨长21.450m、辙叉长20.992m)。道岔主要尺寸见图1。

图1 客运专线18号道岔主要尺寸(半径单位为m,其他数据单位为mm)
临汾西站南岔区道岔平面位置示意如图2。其中2#道岔岔尖位置K510+372,与8#道岔岔尖位置K509+963相距409m。2#道岔岔前胶接绝缘接头位置K510+470,与岔尖位置相距98m(与岔前接头相距96.045m);2#道岔岔后胶接绝缘接头位置K510+112,与2#道岔岔尖相距260m,与8#道岔岔尖相距149m。

图2 临汾西站南岔区道岔平面位置示意
2 2#无缝道岔应力放散施工方案
为了确保2#无缝道岔应力放散到位,制订了放散施工方案,即采用钢轨长度控制法进行应力放散。打开龙口后,让钢轨自由伸缩一定时间,通过用橡胶锤敲击和拉伸钢轨控制钢轨伸缩量,确保无缝道岔应力得到充分释放,从而达到放散目的。该方法放散量容易控制,施工机具简单。
1)选择并确定放散龙口位置
龙口距离岔前岔后胶接绝缘接头须≥20m。龙口位置选在距离2#道岔岔前接头121.025m处(龙口位于桥上,距离桥墩≥2m、距信号机位置的胶接绝缘接头24.980m)和2#道岔岔后接头112.85m处(距离2#~8#间的胶接绝缘接头80.105m),同时确保龙口焊接位置距离轨枕≥100mm。现场做好锯轨标记,并复紧道岔内所有扣件。锯轨前由施工、监理、工务段等单位的技术人员现场共同确定龙口锯轨位置。
2)设置临时位移观测点
锯轨前由技术人员设置临时位移观测点。观测点位置以岔前岔后接头焊缝位置为0点,往外按20m间距设置,分别布设4~6个测点;同时在限位器位置设置位移观测点,在龙口锯轨处左右各设置1个位移观测点,使用L尺靠齐钢轨分别在钢轨轨底边缘及道床板上画线作为位移观测点。位移观测点起始值为0。
准确记录每个位移观测点距离起始点的距离,定时记录气温、轨温、位移量,用于查看放散区段钢轨及道岔是否充分伸缩。同时在龙口往区间线路方向100m内也设置观测点。
3)准确掌握气温和轨温的变化
将4个轨温计分别贴在岔区的前后两端钢轨轨腰的两面(各设1对),定时读取轨温计的数值,每端取平均值做为监测轨温。在无缝岔区前后两端各放置2个气温计,定时读取数据取平均值作为气温数据。
4)锯轨及应力放散
锯轨前,由现场技术员观测并记录2#岔区前后已设的位移观测点的位移量、尖轨跟端限位器位移量。
锯轨时使用方尺准确确定锯轨位置;选择夜晚23:00轨温较低时锯轨,之后将道岔前后接头焊缝至龙口锯轨处扣件全部解开(岔区内轨件焊接满足设计锁定轨温的要求,岔区内扣件不动),同时解开2#道岔岔前龙口向区间方向100m线路的扣件和岔后龙口向8#道岔方向100m线路的扣件,满足锯轨点前后200m线路放散的要求,用滚杠支垫将龙口轨头错开,使其能自由伸缩;按照10m间距支垫滚杠并辅以橡胶锤敲击的方法,使钢轨处于自由伸缩状态,放置24~48h,经过约2d自然的高温和低温时段的自由伸缩,确保应力释放彻底。
5)位移观测及数据分析
龙口打开并拆除扣件后,由相关工务段、施工、监理单位分别派人共同测量并记录气温、轨温、钢轨位移量等数据。同时进行整理、分析,反算原无缝岔区锁定时的实际轨温。
6)锁定焊联
无缝道岔前后钢轨经过充分放散后,当实测轨温达到设计锁定轨温范围(22±3)℃(升温过程取下限值,降温过程取中间值),记录现场实测气温、轨温及临时位移观测点位移量,撤出滚杠,锁定线路,准备焊联。
7)钢轨焊联
龙口采取铝热焊进行钢轨焊联,铝热焊焊缝距承轨台边缘不得小于100mm。随后进行焊缝打磨。
焊接精度满足《高速铁路无砟轨道线路维修规则(试行)》(TG/GW115—2012)中钢轨焊接接头平直度标准的要求,见表1。
表1 钢轨焊接接头平直度标准
| 部位 | 平直度要求 | 说明 | |
| 200 km/h | 200(不含) ~350 km/h | ||
| 轨顶面/(mm/1m) | +0.3 0 |
+0.2 0 |
“+”表示凸出 |
| 轨头内侧工作面/(mm/1m) | +0.3 -0.3 |
+0.3 0 |
“+”表示凹进 |
| 轨底面/mm | +0.5 0 |
+0.5 0 |
“+”表示焊筋凸出 |
注: 平直度以焊缝为中心进行测量。
8)探伤
龙口焊联结束后,待钢轨冷却,用小型钢轨探伤仪进行人工探伤,确保焊接接头质量达标。如发现存在焊接伤损等质量问题,立即安排重新焊接。
9)轨道精测、精调
无缝岔区锁定后,由所属工务段组织对放散区段进行轨道精测、精调,确保轨道质量达标。
10)建立并完善相关台账
相关各单位在放散施工结束后,及时修改完善焊接接头台账、无缝线路台账、一枕一档数据等。
3 施工组织
放散施工联合体根据放散施工方案成立了技术组、现场作业组、龙口焊联组、钢轨探伤组、轨道精测精调组,明确了各组的人员构成、主要工( 机) 具、材料和工作内容。各组分工见表2。
表2 放散施工组织组
| 组别 | 人员构成 | 主要工(机)具及材料 | 工作内容 |
| 技术组 | 由各相关单位组成,共 7人 |
轨温计4个、气温计4个、30 m钢圈尺2个、笔记本电脑2台 | 主要负责施工方案制订,现场确定龙口位置,盯控施工过程检查检测﹑验收,轨道精调完成后及时完善台账 |
| 现场作业组 | 由施工单位组织,共计20人 | 机动内燃双头螺栓扳手4台,橡胶锤16个,300kN扭力扳手2把,滚杠40个 | 负责扣件复紧、松卸,支垫和拆除滚杠;搬运轨件和材料;备用钢轨提前运送到位 |
| 龙口焊联组 (简称焊联组) |
铝热焊接专业队伍,共 6人 |
铝热焊设备2套及8套铝热焊焊剂(其 中4套备用) |
负责龙口锯轨﹑焊接﹑打磨 |
| 钢轨探伤组 | 由工务段组织,共4人 | 小型钢轨探伤仪1套 | 对龙口焊联接头进行探伤 |
| 轨道精测精 调组 |
由工务段组织,精测4 人、精调10人,总计14 人 |
精测设备1套;机动内燃双头螺栓扳手4台、数显道尺2把、数显扭矩扳手1把、液压起道器4台.塞尺2个、方尺1把﹑扭矩扳手2个 | 精测组负责测量放散地段的轨道数据,并依据精测数据制订精调方案。精调组依据精调方案组织实施 |
4 施工步骤
2014年3月27日晚23:35,焊联组按照放散施工方案在2#道岔前后现场确定的龙口位置切开钢轨,如实记录现场气温、轨温。现场作业组拆除道岔前后放散地段的全部扣件(岔区内扣件不动),支垫滚杠并辅以橡胶锤敲打,使钢轨自由伸缩。
技术组技术人员根据天气状况定时测量(正常情况下2h测1次)、记录临时位移观测点的数据及当时的轨温和气温。至3月30日10:00和10:30,施工组分别完成岔前和岔后的放散锁定工作,锁定轨温岔前19℃、岔后21℃,2#无缝道岔平均锁定轨温为20℃,满足设计要求。
焊联组组织实施龙口4个接头的焊联,采用德国施密特铝热焊在高铁上的焊接技术,从准备工作、钢轨除锈、对正到安装砂模、钢轨预热、焊剂准备、浇筑、拆模、推瘤、打磨等环节,严格执行焊接工艺要求,确保焊联一次成功,满足钢轨焊接质量要求和精度要求。
3月30日下午工务段钢轨探伤组组织焊缝探伤,确认焊接接头无伤损情况,质量达标。经技术组联合验收,放散达到了预期效果。工务段当日夜间组织对放散地段进行了精测,次日进行了精调,并完善焊接接头台账、无缝线路台账及一枕一档数据。
5 施工效果
1)放散结束后,根据临时观测点的位移数据反算2#道岔原锁定轨温,其中道岔岔前原锁定轨温(左股12.6℃、右股10.1℃)与设计锁定轨温范围(22±3)℃有较大差距。重新锁定道岔及时消除了无缝道岔锁定轨温不满足设计要求的安全隐患,无缝道岔锁定轨温与岔前西安方向的区间无缝线路轨条实际锁定轨温(22℃)相差仅2℃,与区间基本一致,确保了设备安全和行车的平稳性。图3临汾西站2#无缝道岔岔前气温、轨温及反算的原锁定轨温数据统计结果
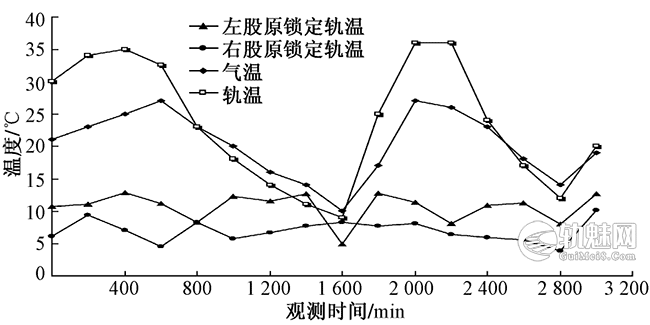
图3 临汾西站2#无缝道岔岔前气温、轨温及反算的
2)结合现场情况,选取临汾西站2#无缝道岔岔前103m处临时位移观测点的相关数据(3月28日10:50至3月30日10:00之间的16次观测数据)来分析。分析气温、轨温及反算的原锁定轨温数据统计结果(见图3)可知:①气温和轨温没有明显的量化对应关系,但变化趋势一致,这和太阳日照时间等环境因素关系很大;②从反算的原锁定轨温数据来看,岔前龙口打开后原锁定轨温数据有一定的波动,说明放散无缝道岔时,应提供足够时间让道岔内的应力充分释放,这样才能确保应力放散达到效果。
6 结论与建议
1)建议在高铁建设阶段按照铁路总公司的相关要求加强提前介入工作,工务段应全程参与钢轨和道岔铺设、精调工作,监督和指导钢轨接头焊接、打磨,无缝线路锁定等工作,尤其应重视岔区无缝线路的铺设与焊接工作,多备轨温计和气温计,防止出现不真实的轨温数据和气温数据影响锁定质量;尽量避免冬季寒冷时段焊接,确保无缝线路设备稳定安全。
2)建议在静态验收时,全面掌握无缝线路基本情况,重点查看施工单位的无缝线路施工记录与位移观测记录是否完整,核对监理单位的旁站记录以及工务段的提前介入记录,及时发现并消除安全隐患。
3)若确需放散无缝道岔,应确保有充足的放散时间,使岔区钢轨应力得到充分释放;同时应针对不同的设备情况制定具体的施工组织方案和应急预案,重点卡控钢轨焊联工作,确保焊联一次成功。
文章来源:
作者 : 高新平
作者单位 : 太原铁路局,山西太原,030013
刊 名: 铁道建筑 ISTICPKU
年,卷(期) : 2016, (12)



