
一、适用范围
钢轨波浪性磨耗、钢轨肥边、马鞍型磨耗、焊缝凹凸及鱼鳞纹以及固定型辙叉、可动心轨顶面不平顺,尖轨、固定型辙叉、可动心轨、翼轨工作边及尖轨非工作边出现肥边,光带不良,因钢轨廓形引起的轨道动态不良。
二、标准和质量要求
1.工作边肥边、焊缝凹陷、钢轨母材轨顶面凹陷、马鞍型磨耗,Vmax>120km/h的线路小于0.3mm;Vmax≤120km/h的线路小于0.5mm。
2.波浪型磨耗小于0.2mm。
3.光带居中、顺直,宽度20-30mm,无连续发蓝带。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄡󠄞󠄡󠄤󠄨󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
4.利用钢轨廓形检测仪对作业后廓形进行检查,并使用钢轨廓形分析软件进行廓形对比分析,判定是否符合钢轨设计廓型要求(综合评价达到70%以上)。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄡󠄞󠄡󠄤󠄨󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
三、作业流程图
工作量调查→廓形分析、制定方案→准备工作→打磨工作
1.工作量调查,确定打磨位置。根据既有钢轨状态选择相应的观测点,使用钢轨廓形检测仪或廓形模板测量,使用廓形模板测量时,根据廓形模板贴合程度,利用塞尺测量。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄡󠄞󠄡󠄤󠄨󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
按照60N、CHN60(根据既有轨型确定)标准廓形对比分析󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄡󠄞󠄡󠄤󠄨󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
2.廍形分析,制定方案。
2.1使用钢轨廓形检测仪测量时,使用钢轨廓形分析软件依照60N、CHN60(根据既有轨型确定)标准廓形进行对比分析,制定打磨方案,确定打磨量及打磨遍数。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄡󠄞󠄡󠄤󠄨󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
2.2使用廓形模板测量时,利用塞尺测量后确定打磨量及打磨遍数。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄡󠄞󠄡󠄤󠄨󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
3.准备工作,打磨机具试运转,确保正常使用。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄡󠄞󠄡󠄤󠄨󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
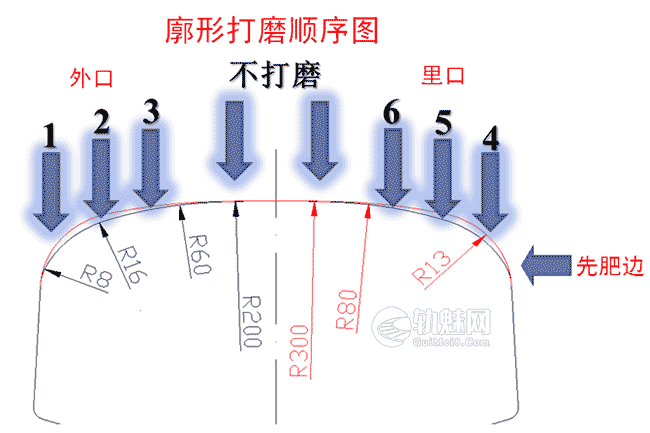
4.打磨作业,按照先肥边、顶不磨、重外廓、后里廓、尖塑消、翼溃除的顺序(见附图)及打磨方案进行廓形打磨作业,机具操作人员须匀速行进,并观察火花飞溅程度,控制打磨力度。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄡󠄞󠄡󠄤󠄨󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
4.1使用铣轨机打磨较大肥边,使用道岔打磨机打磨较小肥边,尖轨非工作边及基本轨工作边的肥边一并进行打磨。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄡󠄞󠄡󠄤󠄨󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
4.2使用垂直打磨机按照打磨策略制定的打磨量及遍数进行廓形打磨,钢轨头部偏内(光带位置)不进行打磨,注重非工作边的打磨,然后是工作边。通过辙叉有害空间时,需人工助力,防止在有害空间处走行轮偏离。打磨过程中,及时使用廓形模板进行测量,控制打磨量。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄡󠄞󠄡󠄤󠄨󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
4.3轨端肥边、道岔翼轨肥边、磨耗凸起部位及尖轨、辙叉心打磨机处理不到的地方需使用锂电角磨机进行打磨、顺撬。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄡󠄞󠄡󠄤󠄨󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
五、工、器、机具及材料
1.工具:打磨机专用扳手。
2.器具:万能道尺、钢轨廓形检测仪、廓形模板、1m直尺、塞尺。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄡󠄞󠄡󠄤󠄨󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
3.机具:铣轨机、道岔打磨机、垂直打磨机、锂电角磨机、风力除雪机。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄡󠄞󠄡󠄤󠄨󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
4.材料:铣轨机刀盘,125×65×20、250×25×32、125×6×22砂轮。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄡󠄞󠄡󠄤󠄨󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
六、安全风险提示
1.启动、关闭打磨机时,砂轮不得贴靠钢轨,避免打伤母材。
2.正确着用劳动保护用品,注意走行安全。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄡󠄞󠄡󠄤󠄨󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
3.打磨前调整好垂直打磨机砂轮保护罩,以免影响打磨质量,防止砂轮挤碎飞起伤人。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄡󠄞󠄡󠄤󠄨󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
4.打磨后需将绝缘接头、滑床板铁屑清理干净。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄡󠄞󠄡󠄤󠄨󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
5.携带防火、灭火设备,注意防火。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄡󠄞󠄡󠄤󠄨󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
6.轨道电路区段和电气化区段,需电务部门配合,防止打磨时损坏或影响其设备。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄥󠄞󠄢󠄢󠄡󠄞󠄡󠄤󠄨󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
原自:哈尔滨铁路局《钢轨廓形人工打磨(普速)作业指导书》


