
跨区间无缝线路对于线路质量和运营安全有着重大的意义,在铺设跨区间无缝线路中无缝道岔的焊接一直采用铝热焊的方式进行,铝热焊相对其它焊接方式有使用方便、操作简单等优点,但质量上的缺陷也非常明显,因此开展无缝道岔闪光焊接有着重要的意义。本文通过分析道岔制造、钢轨材质、焊接方法、尺寸优化、铺设方案等多个方面提出问题并展开研究。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
1 研究方向
1.1 焊接方式选择
为达到取消道岔铝热焊的目的,可采用闪光焊或气压焊代替。根据无缝道岔的特点需要在闪光焊和气压焊中选择一种更适合的焊接方式,同时也要针对同一焊接方式选择不同的焊接设备。
1.2 道岔钢轨材质
无缝道岔采用铝热焊接方式时,对钢轨材质要求较为宽范,只需要注意按材质强度低的钢轨选用焊剂。对于闪光焊接必须在焊接前完成不同钢轨材质的型式检验,因此制作道岔所使用的钢轨材质至关重要,需要重点研究道岔各部分的钢轨材质。
1.3 道岔外部焊接
道岔外部焊接是指岔前、岔后(直股和曲股)与长钢轨的焊接,共有6个接头。
(1)岔前接头2个:接头位置距离尖轨尖端的距离较近,因此需要研究焊接后是否会对道岔造成影响。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
(2)岔后接头2个:分别是导轨后直股、曲股接头。护轨位置距离接头位置较近,因此需要研究焊机夹持钢轨的方案。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
(3)辙叉跟端接头2个:分别是辙叉跟端直股、曲股接头。辙叉跟端两股钢轨位置受限,需要研究焊机夹持钢轨的方案,同时辙叉使用的材质也是需要重点研究的内容。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
1.4 道岔内部焊接
道岔内部焊接是指道岔内各部分钢轨的接头,共有6个接头,另有2个绝缘接头。
(1)导轨前接头2个:分别是导轨前直股、曲股接头。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
(2)尖轨接头2个:即尖轨跟端接头。需要研究尖轨刨切位置以及尖轨使用材质。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
(3)辙叉趾端接头2个:即翼轨与导轨的接头。辙叉趾端两股钢轨位置受限,需要研究焊机夹持钢轨的方案,同时辙叉使用的材质以及导轨绝缘位置也是需要重点研究的内容。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
道岔内部采用闪光焊接后,由于焊接顶锻量以及应力放散的影响,需要分析焊接后道岔各部分构件的变化,特别是已经打眼或安装到位的部件是否能够顺利组装,都需要重点研究。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
1.5 优化道岔尺寸
结合道岔制作以及相关技术标准展开研究,以实现道岔闪光焊接为目的,对道岔各部分尺寸进行一定的调整。
1.6 新建道岔铺设
由于铝热焊是将原轨缝填充铁水铸造而成的焊接方式,而闪光焊和气压焊均是以顶锻(锻造)的方式进行焊接。新建道岔铺设时,特别是焊接后钢轨长度、各部分螺栓孔位置以及扣件锁定等都是需要重点研究的内容。
尖轨焊接后尖轨处于自由伸缩状态,尖轨后钢轨处于无缝线路伸缩区,焊接后尖轨的纵向伸缩是否会对限位器及转辙机造成影响是需要重点研究的内容。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
1.7 道岔区段间距
两组道岔之间距离较近时会出现钢轨搭接的情况,需要针对每组道岔所处位置进行详细研究并提出相应的解决方案。
2 道岔相关资料
本文以目前正在建设的北方某铁路工程中使用的“研线16122”型60kg/m钢轨12号砼单开道岔为例展开研究。
2.1 道岔各部尺寸
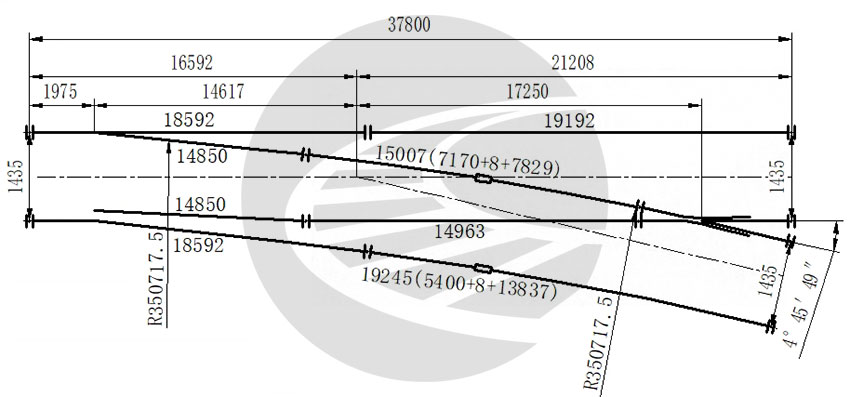
研线16122型道岔基本资料:有砟轨道、混凝土枕、II型弹条、固定型辙叉、外锁闭,图号:研线16122,代码:C6DK3,研制单位:铁科院铁建所、中铁设计轨道院,研制时间:2023年2月,道岔各部分尺寸如图1。
道岔前后有6个接头,道岔内部有6个接头,另有2个绝缘接头。
2.2 道岔各部名称
道岔钢轨分类及名称如下:
基本轨:直基本轨、曲基本轨。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
尖轨:直尖轨、曲尖轨。
导轨:直上导轨、直下导轨、曲上导轨、曲下导轨。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
辙叉:直翼轨、曲翼轨、直心轨、曲心轨。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
道岔接头分类及名称如下:
岔前接头:2个。
尖轨接头:尖轨跟端2个。
辙叉接头:辙叉趾端2个,辙叉跟端2个。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
导轨接头:导轨前2个,岔后2个。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
绝缘接头:直股2个或曲股2个。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
道岔各部分名称如图2。


2.3 道岔制造情况
研线16122型道岔的相关制造工艺主要有以下几点:
①钢轨材质选用U75vH对称及非对称断面钢轨制造,且U75vH为在线热处理轨。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
②辙叉有“高锰钢整铸辙叉”、“合金钢组合辙叉”可供选择,辙叉心轨采用合金钢制造。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
③尖轨采用AT2型钢轨,尖轨和基本轨均经过刨切加工。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
④辙叉和限位器在出厂时已经组装完成,其它部件需现场组装。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
⑤1根基本轨和1根尖轨为一组件,钢轨转辙机部分出厂时已打眼,其它钢轨需现场打眼。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
⑥可采用60钢轨或60N钢轨制造,订货时由用户指明钢轨轨型。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
⑦道岔配轨按普通接头设计,如采用其它接头型式由用户订货时指明。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
3 道岔闪光焊研究
3.1 焊接方式选择
闪光焊接方式选择:闪光焊有自行式移动闪光焊轨车和非自行式移动闪光焊轨车2种,如图3。由于自行式移动焊轨车轮对需要跨越焊头两端并不适合无缝道岔的焊接,特别不适合上线后焊接,而非自行式焊轨车采用集装箱式结构,焊头位于车体一端,因此采用非自行式移动焊轨车更适合道岔线上焊接。


气压焊接方式选择:气压焊接有小型气压焊和移动气压焊2种,如图4。由于小型气压焊采用人工方式进行焊接,对人员技术水平要求高,此焊接方式已经被淘汰。移动气压焊使用移动气压焊轨车进行焊接,数字化程度高,对人员技术水平依赖低,同时移动气压焊轨车也属于集装箱式结构,因此移动气压焊也适合无缝道岔的焊接条件。


闪光焊与气压焊选择:综上无缝道岔可采用非自行式移动闪光焊轨车或移动气压焊轨车进行焊接,为减少线上焊接方式和种类,决定采用非自行式移动闪光焊轨车开展对无缝道岔的研究。非自行式移动闪光焊轨车焊机尺寸约为2448mm×1693mm×2027mm如图5。

3.2 道岔钢轨材质
采用闪光焊接必须对所使用道岔的钢轨材质进行重点研究。根据2.3①“钢轨材质选用U75vH对称及非对称断面钢轨制造”,对称断面钢轨廓形与60N钢轨廓形完全一致,因此选用对称断面可以进行闪光焊接。
U75vH和U75v两种钢轨极为相似,根据“TB/T2344.1-2020”《第一部分 钢轨》第7.2.1条显示两种钢轨化学成分完全一致,第7.4.1显示两种钢轨在抗拉强度和轨头顶面中心硬度均不同。钢轨化学成为一致,机械性能不一致,说明两种钢轨在生产工艺上存在一定的差异,因此可以断定属于两种不同的钢轨材质。因此U75vH和U75v焊接前要按照异种轨进行焊接型式检验。同时要注意不同钢厂生产的同一材质钢轨仍然需要进行型式检验,因此道岔出厂时要明确注明道岔钢轨的钢厂信息,以便进行焊接型式检验。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
为保证符合焊接技术要求,在厂家的道岔供货技术规格说明书中应明确道岔材质以作为焊接依据。反映钢轨材质的参数有:钢厂、轨型、材质、速度、热处理轨等,例如:包钢60kg/m新廓型U75vH在线全断面热处理轨。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
3.3 道岔外部焊接
(1)岔前接头
如图1尖轨尖端距基本轨接头1975mm,如图6在基本轨接头1841mm后轨头开始刨切,因此岔前接头焊接不受到影响。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮

(2)岔后接头
如图7,接头位置距护轨端部较近,直接焊接焊机将无法夹持钢轨。按照先焊接再组装护轨的方案可实现闪光焊接,但由于焊头位置距离护轨较近,在焊头出现伤损时不利于应急处理,更不利于重新焊接。因此建议将直上导轨、曲下导轨加长,加长位置与辙叉跟端相一致,以确保焊头相对。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮

(3)辙叉跟端接头
辙叉有“高锰钢整铸辙叉”、“合金钢组合辙叉”如图8,由于整铸式辙叉无法焊接和加长,因此无缝道岔只能采用“合金钢组合辙叉”。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮


辙叉心轨由合金钢制造,直翼轨、曲翼轨、直心轨、曲心轨由普通钢轨制造,辙叉前后尺寸均可以加长。由于辙叉不能现场组装(到货时为整体),因此辙叉前后的焊接只能线上完成。
辙叉跟端接头焊接应将直心轨、曲心轨加长,已知研线16122型道岔转辙角度4º 45′49″,闪光焊机外观尺寸长约3m宽约2m,如图9。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮

BC=1m,cot(4º 45′49″)=AB/BC,求得AB=12m,忽略角度影响且取整后,直心轨和直上导轨、曲心轨和曲下导轨均加长10m。对于在道岔区段内的钢轨应根据道岔间长度确定其尺寸,之后本文有进一步研究。
3.4 道岔内部焊接
铝热焊和闪光焊的本质区别是铸造和锻造的区别。由于道岔制造时均在接头处预留了轨缝,铝热焊时利用轨缝填充铁水来完成焊接,焊接后对其它各部分尺寸,特别是螺栓孔或已经组装的部件基本不产生影响。闪光焊接后顶锻量消耗在20mm~25mm之间,再加之道岔生产的预留轨缝,整个部件变化在30mm以上,这样内部焊接时对各部件的组装,产生一定的影响。为解决此问题,应将部分钢轨尺寸加长,以消除现场焊接后对部件尺寸的影响。
(1)尖轨接头
如图10,研线16122型道岔尖轨跟端压型段为600mm,其中过渡段为150mm,压型段为450mm,压型段廓形与普通钢轨一致,部分道岔厂家压型段最长可加工至1050mm,这样不会对闪光焊接产生影响,但要注意焊机空间位置的限制,可采用线上将钢轨支垫的方案进行施工。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮

(2)辙叉趾端接头
结合道岔绝缘位置的设置,可将直翼轨加长7785mm,曲翼轨加长7829mm,这样无论是绝缘在直股还是曲股,均可有一个焊头被绝缘代替,即减少道岔了内部1个接头,如图11。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮


(3)曲上导轨和直下导轨
直翼轨和曲翼轨加长后,曲上导轨和直下导轨长度均为7178mm。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
道岔尖轨尖端以及道岔理论尖端在铺设道岔包括放散后应保持31867mm(14617mm+17250mm)的距离才能保证道岔位置铺设正确。范围内有尖轨接头和辙叉趾端接头2处,焊接顶锻量及预留轨缝总量约为26mm~41mm。考虑到测量、制造以及焊接钢轨消耗等,为消除不稳定因素,建议7178mm距离使用7300mm钢轨进行最后的龙口焊接。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
(4)导轨前接头
岔后加长后,直上导轨和曲下导轨分别为29192mm和29245mm。在制造过程中超过了标准轨的长度,给制造和运输都带来了相应的难度。建议将直基本轨和曲基本轨加长至绝缘位置,即加长5408mm为24000mm,直上导轨和曲下导轨分别为23784mm和23837mm,这样钢轨在生产制造和运输中将不受到影响,同时还能减少1个道岔内部的焊头。为消除焊接顶锻量的影响,保证道岔尾部接头相对且在枕木空中,建议将两根钢轨加长并取整,在最后切轨焊接。因此直上导轨和曲下导轨建议钢轨长度分别为23800mm和23900mm。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
3.5 优化道岔尺寸
综合以上内容,道岔闪光焊接需要对各部分尺寸进行一定的优化,具体提出两个方案。
方案一如图12:根据道岔外部和内部焊接的研究内容调整各部钢轨尺寸,调整后道岔中心、尖轨尖端、理论尖端位置均未发生变化,同时在道岔内部还减少了1个焊头。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
直基本轨:原18592mm,新18592mm+5408mm=24000mm󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
曲基本轨:原18592mm,新18592mm+5408mm=24000mm󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
直上导轨:原19192mm,新19192mm-5408mm+10000mm=23784mm(钢轨23800mm)󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
曲下导轨:原19245mm,新19245mm-5408mm+10000mm=23837mm(钢轨23900mm)󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
直尖轨:暂不变为14850mm,(如压型段由450mm改为1050mm,则尖轨为15450mm)󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
曲尖轨:暂不变为14850mm,(如压型段由450mm改为1050mm,则尖轨为15450mm)󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
曲上导轨:原15007mm,新7170mm+8mm=7178mm(钢轨7300mm)󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
直下导轨:原14963mm,新7170mm+8mm=7178mm(钢轨7300mm)󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
直翼轨:修改为原直翼轨+7829mm󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
曲翼轨:修改为原曲翼轨+7785mm󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
直心轨:修改为原直心轨+10000mm󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
曲心轨:修改为原曲心轨+10000mm󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮

方案二如图13:部分道岔厂家辙叉前后只能加长1800mm,这样在辙叉前后只能采用铝热焊接(辙叉趾端接头2个和辙叉跟端接头2个),但岔后接头仍然具备焊接条件。

3.6 新建道岔铺设
新建铁路轨道铺设顺序为车站铺设(组装)无缝道岔,线上道岔焊接、应力放散,以下按3.5方案一为例组织道岔铺设施工。
(1)线上组装道岔前,应确保岔枕位置正确及道砟充足。根据车站线路设计测量并定位道岔中心,由尖轨尖端开始铺设,组装直下导轨,且直下导轨以工具轨代替并保证其它长度为7178mm。按直股辙叉趾端接头分别定位曲股辙叉趾端接头、直股导轨前接头、曲股导轨前接头,以确保接头相对。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
(2)线路铺通后闪光焊轨车线上焊接,同时应注意焊接时轨温(尽量在设计锁定轨温时焊接),按照先内部、后外部的顺序进行焊接。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
l焊机在直股线路时,首先焊接曲股辙叉趾端接头1个,之后焊接直股导轨前接头1个,最后焊曲尖轨接头1个。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
l焊机在曲股线路时,首先焊接直股辙叉趾端接头1个,之后焊接曲股导轨前接头1个,最后焊直尖轨接头1个。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
l焊接尖轨接头时应特别注意限位器安装尺寸是否正确,同时要考虑轨温的影响。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
l道岔内部有绝缘接头时,应先完成尖轨接头的焊后再进行胶接绝缘接头的施工。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
l道岔应力放散锁定后,完成道岔外部焊接。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
(3)道岔应力放散采用自然放散的方式进行,在锁定前应特别注意零应力状态的确定。由于道岔各部件需要组装,因此焊接及零应力撞轨时均需要特别注意钢轨组装位置是否正确。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
(4)无缝道岔锁定后尖轨处于自由状态,曲上导轨和直下导轨处于无缝线路伸缩区,因此钢轨伸缩会对尖轨(转辙机)及限位器尺寸造成一定的影响。根据此在建铁路所处张家口地区最大温差48.4℃,计算研线16122型无缝道岔尖轨尖端和限位器最大伸缩量约为10mm和3mm(计算过程扫描图14)。道岔限位器(如图15)标准要求7±1mm因此符合要求,在实际施工中应加强道岔的锁定,以减少温度力对钢轨各部分尺寸的影响。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮


3.7 道岔区段方案
采用3.5方案一时,可进一步优化两组道岔之间的焊接方案。
(1)如图16,1#岔直股岔尾与3#岔头间只有12.5m距离,将1#岔直股加长12.5m,直接在3#岔头完成焊接,这样线上减少了2个焊头。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
(2)如图16,3#岔曲股与5#岔曲股和7#岔直股与5#岔直股间钢轨长度分别为23.813m和24.292m,且原设计中短轨间均设置胶接绝缘,将3组道岔岔后加长可由原设计8个焊头2个胶接绝缘,减少为只有2个胶接绝缘,减少了8个焊头,对线路运营安全有极大的提升。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮

采用3.5方案二时,部分岔后接头也无法焊接只能采用铝热焊。如图16,1#岔直股岔尾延长1.8m后,道岔间不足12.5m,不符合《铁路车站及枢纽设计规范》(TB 10099-2017)对道岔间钢轨的要求,也就无法做到闪光焊接和减少焊头的效果。
4 结束语
通过对无缝道岔闪光焊接展开的初步研究,可以总结以下几点:
1.研线16122型所使用的U75vH钢轨材质需要完成与线上钢轨的闪光焊型式检验才能进行道岔闪光焊接。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
2.考虑到焊机夹持钢轨及道岔绝缘设置等情况,对道岔部分尺寸进行优化后提出两种方案。方案一可全部进行道岔闪光焊,同时减少2个道岔内部焊头。方案二有4个焊头无法实现闪光焊,未减少道岔焊头。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
3.针对道岔区段,方案一可大量减少道岔间的焊头数量。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
文章来源:
原文名称:无缝道岔闪光焊接方案研究󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
作者信息:李民(京张城际铁路有限公司)󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄧󠄞󠄥󠄩󠄞󠄢󠄣󠄧󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮


