钢轨焊接接头标识规则
1 总则
1.1为加强钢轨焊接生产信息化管理,实现焊接质量追溯,应做好钢轨焊接接头标识工作。
1.2本规则依据铁道行业标准《钢轨焊接》( TB/T1632-2005)编制。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄡󠄧󠄞󠄡󠄥󠄥󠄞󠄢󠄢󠄨󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
1.3本规则规定了对钢轨焊接接头标识的总则、范围、标识内容、标识部位、标识样式、标识作业要求。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄡󠄧󠄞󠄡󠄥󠄥󠄞󠄢󠄢󠄨󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
1.4对钢轨焊接接头进行标识,应使每个焊接接头具有终身唯一编号。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄡󠄧󠄞󠄡󠄥󠄥󠄞󠄢󠄢󠄨󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
1.5对焊接接头进行标识不得损伤钢轨。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄡󠄧󠄞󠄡󠄥󠄥󠄞󠄢󠄢󠄨󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
2 范围
本规则适用于工厂焊、现场焊的各种钢轨焊接接头的标识。
3 标识内容
3.1 标识格式
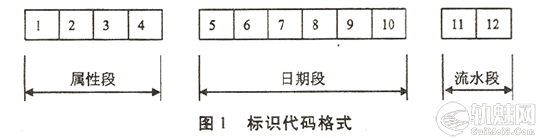
焊接接头的标识代码统一由三个字段、12位代码组成。三个字段分别为属性段、.日期段、流水段。其标识代码格式见图1。
标识的第5至第10位代码为日期段,表示焊接日期。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄡󠄧󠄞󠄡󠄥󠄥󠄞󠄢󠄢󠄨󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
标识的第11至第12位代码为流水段,表示当日焊接的顺序号。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄡󠄧󠄞󠄡󠄥󠄥󠄞󠄢󠄢󠄨󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
属性段与日期段、日期段与流水段之间均空隔一个字符。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄡󠄧󠄞󠄡󠄥󠄥󠄞󠄢󠄢󠄨󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
3.2 第1、2位代码:
钢轨焊接作业的铁路局代号,由01 ~99表示,其中:01:哈尔滨铁路局―02:沈阳铁路局03:北京铁路局04:呼和浩特铁路局05:郑州铁路局06:济南铁路局07:上海铁路局08:广铁集团公司09:南宁铁路局10:成都铁路局
11:兰州铁路局12:乌鲁木齐铁路局13:南昌铁路局14:昆明铁路局15:青藏铁路公司16:西安铁路局17:武汉铁路局18:太原铁路局
3.3 第3位代码
焊接方法代号,由0~9表示,其中:
——1:表示固定式闪光焊1号生产线󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄡󠄧󠄞󠄡󠄥󠄥󠄞󠄢󠄢󠄨󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
——2:表示固定式闪光焊2号生产线󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄡󠄧󠄞󠄡󠄥󠄥󠄞󠄢󠄢󠄨󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
——3:表示移动式闪光焊
——4:表示铝热焊
——5:表示移动式气压焊
——6:表示电弧焊
——7:再用轨焊接生产线
——8:再用轨焊接生产线
——9:预留备用
——0:预留备用
3.4 第4位代码:
局内焊轨作业组代号,由1~9、A~Z表示。3.5第5、6位代码:
焊接的年份代号,由00 ~99表示。3.6 第7、8位代码:󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄡󠄧󠄞󠄡󠄥󠄥󠄞󠄢󠄢󠄨󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
焊接的月份代号,由01 ~12表示。3.7第9、10位代码:󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄡󠄧󠄞󠄡󠄥󠄥󠄞󠄢󠄢󠄨󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
焊接的日期代号,由01 ~31表示。3.8第11、12位代码:󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄡󠄧󠄞󠄡󠄥󠄥󠄞󠄢󠄢󠄨󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
作业组当日焊接的流水号,由01 ~99表示。3.9标识示例。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄡󠄧󠄞󠄡󠄥󠄥󠄞󠄢󠄢󠄨󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
“0322 071018 76”表示:北京铁路局固定式闪光焊2号生产线、第2作业组、2007年10月18日焊接的第76个接头。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄡󠄧󠄞󠄡󠄥󠄥󠄞󠄢󠄢󠄨󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
4 标识部位
标识代码字体中心应在钢轨中性轴上,宜标记在钢轨非工作面一侧,标识距焊缝宜为1 ~5m,但标识不得位于钢轨厂标或炉罐号部位,也不得位于焊接钢轨时的夹持部位。
5 标识样式
5.1基本要求
标识的字体应清晰、规范,深度应均匀。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄡󠄧󠄞󠄡󠄥󠄥󠄞󠄢󠄢󠄨󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
5.2标识代码长140mm,字体高20mm,字体宽8mm,字体间距2mm,字体深度不得大于0.5mm。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄡󠄧󠄞󠄡󠄥󠄥󠄞󠄢󠄢󠄨󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
5.3工务段维修作业时,焊接钢轨可用油漆进行标识,并做好记录、建立标识与焊缝里程的关联档案。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄡󠄧󠄞󠄡󠄥󠄥󠄞󠄢󠄢󠄨󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
6 标识作业要求
6.1标识作业应由焊接作业组负责;6.2标识作业人员应经过技术培训;
6.3标识作业前应对标识区域进行表面除锈处理,确保钢轨表面无浮锈和粘连物;󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄡󠄧󠄞󠄡󠄥󠄥󠄞󠄢󠄢󠄨󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
6.4如果对标识后的接头重新焊接,重新焊接的接头标识与原标识距离不小于200mm,在原标识的外侧(远离焊缝的方向);󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄡󠄧󠄞󠄡󠄥󠄥󠄞󠄢󠄢󠄨󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
6.5标识后应在标识区喷涂防锈漆。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄡󠄧󠄞󠄡󠄥󠄥󠄞󠄢󠄢󠄨󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮



学习
学习了