

一、作业前仪器测试
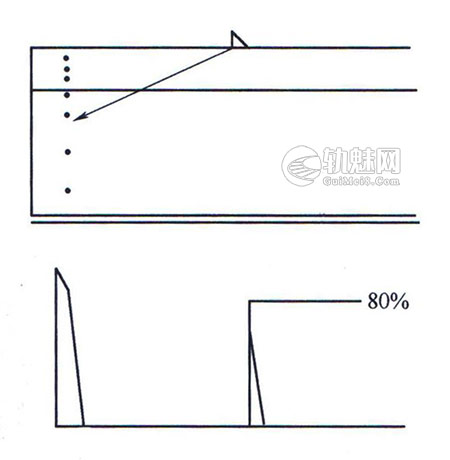
1、轨头部位(k≥2探头):将GHT-5试块B区5号横孔深60mm反射波高调整到满幅度的80%,根据探测面情况进行适当表面耦合补偿(2~6dB),作为k≥2探头探测轨头部位的探伤灵敏度。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄢󠄤󠄞󠄡󠄣󠄨󠄞󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
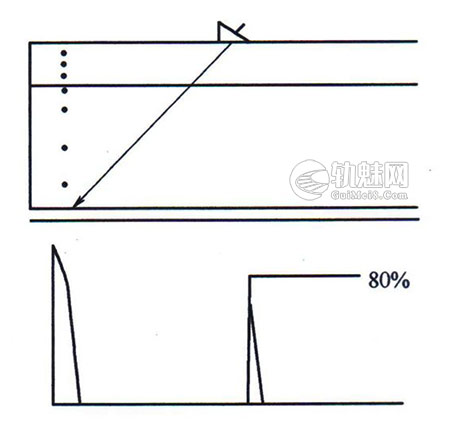
2、轨腰部位(K0.8-K1探头):将GHT-5试块B区8号横孔深160mm反射波高调整到满幅度的80%,根据探测面情况适当表面耦合补偿(2~6dB),作为K1探头探测轨头至轨腰投影部位的探伤灵敏度。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄢󠄤󠄞󠄡󠄣󠄨󠄞󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
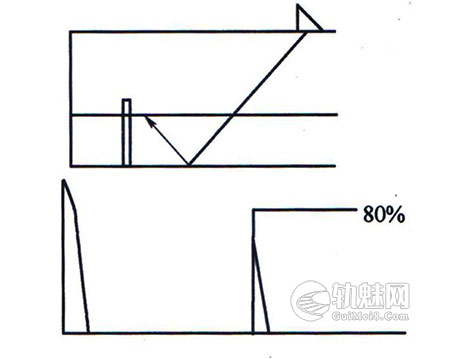
3、轨底部位( k≥2探头):将GHT-5试块C区2号竖孔上棱角的二次反射波高调整到满幅度的80%,根据探测面情况进行适当表面耦合补偿(2~6dB),作为k≥2 探头探测轨底部位的探伤灵敏度。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄢󠄤󠄞󠄡󠄣󠄨󠄞󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
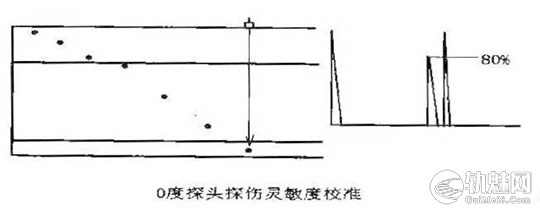
4、0°探头:将GHT-5试块A区7号横孔深160mm反射波高调整到满幅度的80%,根据探测面情况进行适当表面耦合补偿(2~6dB),作为0° 探头的探伤灵敏度。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄢󠄤󠄞󠄡󠄣󠄨󠄞󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
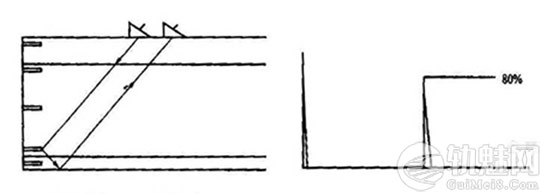
5、双探头轨腰串列式探伤灵敏度测试:将GHT-1a试块距轨面136mm¢3平底孔(4 # )反射波高调整到满幅度的80%,根据探测面情况进行适当表面耦合补偿(2~6dB),作为双探头轨腰串列式 探伤灵敏度。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄢󠄤󠄞󠄡󠄣󠄨󠄞󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
二、焊缝探伤通用型探伤仪作业流程
1、手持视频仪,在除锈干净的焊缝处口述记录好的探伤时间,地点,探伤检查人。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄢󠄤󠄞󠄡󠄣󠄨󠄞󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
2、手工检查:将视频仪放置轨面距焊缝0.5米左右处,用镜子检查焊缝及热影响区,看焊筋是否推凸平顺,表面是否存在裂纹,焊筋和母材部位是否有击伤、夹痕等其它缺陷。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄢󠄤󠄞󠄡󠄣󠄨󠄞󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
3、双探头扫查:将扫查架放置轨面中心线,扫查架零点对准需要探测面上,利用两个探头一发一收反射式探伤法,检查轨腰投影范围内的缺陷。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄢󠄤󠄞󠄡󠄣󠄨󠄞󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
4、直探头扫查:探头置轨面中心,在焊缝中心两侧50mm范围内沿中心线作纵向扫查。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄢󠄤󠄞󠄡󠄣󠄨󠄞󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
5、使用K2.5或K2单探头,对钢轨焊缝轨头用一次波和二次波作锯齿形扫查。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄢󠄤󠄞󠄡󠄣󠄨󠄞󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
6、将视频仪放置在轨枕边,使用K2.5或K2单探头对轨底两侧四面用一次波和二次波作锯齿形扫查。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄢󠄤󠄞󠄡󠄣󠄨󠄞󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
7、擦拭轨面油渍后,视频仪数据保存。清理现场,清点探头工具包,作业完毕󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄢󠄤󠄞󠄡󠄣󠄨󠄞󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
文章来源:
原文名称:高速铁路钢轨焊缝探伤通用型探伤仪作业流程󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄢󠄤󠄞󠄡󠄣󠄨󠄞󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
原文出处:https://www.meipian.cn/tkuke16󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄢󠄤󠄞󠄡󠄣󠄨󠄞󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮


