
一、合金钢心轨概况
辙叉是轨线平面交叉设备,是道岔的核心部件。按辙叉的平面形式,最常用的是直线型辙叉和曲线型辙叉。按辙叉的结构形式,可分为固定型辙叉和可动心轨辙叉;固定型辙叉又可分为钢轨组合、高锰钢心轨组合、合金钢心轨组合和高锰钢整铸,目前最常用的是高锰钢整铸辙叉和合金钢心轨组合辙叉。而合金钢心轨组合辙叉又是我国近20 年来被广泛应用于160km/h 以下既有线及重载线路的主要配套产品,由于心轨具有拉伸性能高、冲击性能高、耐磨性好、良好的可焊性等特点,可通过总重2 亿吨。随着既有线路的日益繁忙,合金钢心轨组合辙叉伤损问题已影响用户需求,这就促使我们必须持续改进、不断创新,保证车辆运输安全。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄧󠄞󠄡󠄧󠄩󠄞󠄢󠄠󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
二、合金钢辙叉结构
随着我国铁路运输的发展,以及合金钢心轨组合辙叉的不断使用与优化,目前,国家铁路局发布的《合金钢组合辙叉》(TB/T3467-2016)行业标准已有四种结构形式。下面主要对锻制合金钢心轨组合辙叉进行分析与研究。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄧󠄞󠄡󠄧󠄩󠄞󠄢󠄠󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
现在线路上常用的锻制合金钢心轨组合辙叉的结构形式为:心轨用锻制(自由锻或辊锻)合金钢制造,翼轨、叉跟轨用U75V 在线热处理钢轨制造,组合心轨由心轨与两根叉跟轨拼装后工作边整体加工制造,再由加工制造的两根翼轨与组合心轨通过不同规格的间隔铁、钢轨垫圈、高强螺栓及螺母联结为一体,最后根据不同规格型号垫板由轨距块、弹条、T型螺栓、螺母等配件组装后可铺设。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄧󠄞󠄡󠄧󠄩󠄞󠄢󠄠󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
三、锻制合金钢心轨组合辙叉的优点与缺点
(一)优点
一是可焊性好,辙叉趾端翼轨和跟端叉跟轨,与线路钢轨同材质,可以直接焊接,适应跨区间无缝线路;二是寿命长,辙叉心轨拉伸性能高、强度高、韧性好,使用寿命平均通过总重计算大于2 亿吨;三是通用性好,可与既有线高锰钢整铸辙叉整体互换。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄧󠄞󠄡󠄧󠄩󠄞󠄢󠄠󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
(二)缺点
一是加大了辙叉运输倒运困难,尤其是运往线路或卸车条件差的地方,极易出现轨件变形,工作边直线度与趾端、跟端开口距不合格;二是翼轨与心轨顶面高度差,仅靠生产过程中弯折控制,相对误差较大,存在高低不平顺的情况;三是辙叉以高强螺栓联结为主,各部、配件较多,材质与硬度不一致,硬度低的部件在车辆冲击下发生磨损后,极易出现联结螺栓与间隔铁松动;四是辙叉受气候变化影响,在热胀冷缩条件下导致心轨与叉跟轨尖部密贴处出现离缝最大5mm,无缝线路四肢焊接后出现应力变形,在车辆冲击下易折断螺栓。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄧󠄞󠄡󠄧󠄩󠄞󠄢󠄠󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
四、运行出现的主要伤损及原因
合金钢辙叉在道岔与交叉中,存在钢轨工作边中断的区段,列车车轮在合金钢辙叉钢轨翼轨与合金钢心轨之间过渡时,由于直向高低与横向的不平顺,对辙叉的钢轨翼轨和心轨的冲击明显高于线路普通钢轨接头,使翼轨与心轨很快被压溃至剥落掉块或水平裂纹,心轨或翼轨内部延伸性核伤与折断、磨耗超限。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄧󠄞󠄡󠄧󠄩󠄞󠄢󠄠󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
(一)心轨与翼轨压溃、剥落掉块的原因󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄧󠄞󠄡󠄧󠄩󠄞󠄢󠄠󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
其一,辙叉设计按照标准轮轨关系配合计算确定,列车逆向过叉,车轮从翼轨咽喉处逐渐提高踏向心轨,为防止车轮冲击心轨尖端,由护轨引导车轮,让车轮的滚动圆在翼轨顶面逐渐减小,离开翼轨顶面下降,车轮完全踏上心轨70mm断面处,又恢复到水平高度,如果车轮接触面出现不同程度的磨损凹凸不平或因心轨工作边至护轨工作边的查照间隔大于1391mm,辙叉轮缘槽宽度偏大,容易减小车轮踏面与翼轨的接触面积,使车轮过早地离开翼轨。同时,车辆的高速运行也冲击心轨20~40mm 断面处与心轨对应翼轨踏面处,10 日之内快速出现肥边或鱼鳞纹,如果不及时调整查照间隔与护轨轮缘槽宽度,肥边修磨不及时,一个月左右就可能出现压溃,严重时甚至会出现剥落掉块或水平裂纹,造成使用过程中心轨不能与翼轨同寿命。因此,通过多年的跟踪调查对比,合金钢辙叉因列车逆向过叉,80% 左右因心轨受强烈的冲击振动出现伤损,降低辙叉的总体使用寿命而提前下道。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄧󠄞󠄡󠄧󠄩󠄞󠄢󠄠󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
其二,列车顺向过叉,当车轮由心轨滚向翼轨时,车轮会出现由高到低的变化,让车轮滚动圆逐渐脱离心轨顶面滚向翼轨,翼轨踏面面积由车轮边缘受力逐渐滚动至咽喉处后,车轮又恢复至原来高度。由于锻制合金钢的强度与冲击韧性均高于钢轨强度与冲击韧性,列车顺向进岔时车轮边缘冲击和压砸对翼轨的破坏比心轨更厉害,造成使用过程中翼轨比心轨寿命短,最终导致合金钢辙叉通过总量因翼轨的提前压溃或剥落掉块而提前下道(见图1)。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄧󠄞󠄡󠄧󠄩󠄞󠄢󠄠󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
-
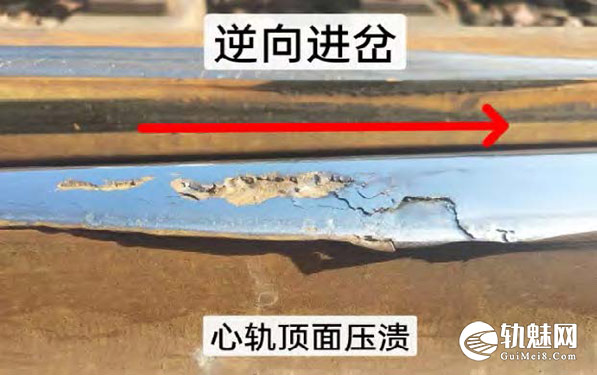
- 逆向进岔
-

- 顺向进岔
(二)螺栓折断,心轨或翼轨核伤、折断产生的原因󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄧󠄞󠄡󠄧󠄩󠄞󠄢󠄠󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
其一,列车车轮通过辙叉因轮缘槽宽度偏小或护背距离超过1348mm,车轮通过辙叉时受护轨平直段轮缘槽宽度偏小的影响,车轮通过时撞击辙叉轮缘槽翼轨内侧面,对翼轨冲击力过大,使辙叉联结螺栓松动后间隔铁串动、心轨上下振动,导致心轨20mm 断面处第一位间隔铁处因沉孔直径偏大,沉孔上缘掉块、联结螺栓剪切折断。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄧󠄞󠄡󠄧󠄩󠄞󠄢󠄠󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
其二,辙叉基础捣鼓不实、出现空吊板,橡胶垫弹性不足、间隔铁布局不合理、辙叉受力不均匀、翼轨材料内部有夹杂物或白点等材质问题,可能造成翼轨核伤延伸后折断。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄧󠄞󠄡󠄧󠄩󠄞󠄢󠄠󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
其三,原设计锻制合金钢心轨与叉跟轨组装后,心轨变颈位置与叉跟轨尖端轨底不在一个平面上,三角区贴合面处加工或修磨不圆顺,存在应力集中的问题,容易折断。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄧󠄞󠄡󠄧󠄩󠄞󠄢󠄠󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
其四,心轨材质不均匀、内部出现夹杂物等原因,可能导致心轨出现核伤延伸后折断。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄧󠄞󠄡󠄧󠄩󠄞󠄢󠄠󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
(三)磨耗超限
其一,列车车轮从辙叉趾端逆向通过辙叉,在较大的车轮长期冲击作用下,钢轨翼轨与合金钢心轨因材料、机械性能不同,钢轨翼轨将出现严重磨耗。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄧󠄞󠄡󠄧󠄩󠄞󠄢󠄠󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
其二,辙叉磨耗常发生在辙叉心轨断面20~50mm 处与对应的翼轨踏面上。其三,辙叉底部的岔枕因不能使用大型机械车捣固,常发生空吊板,当列车通过辙叉时,连同岔枕上下起伏颤动,因为道床基础的坚实性不好,引起道床板结、排水不良,导致翻浆冒泥,也加重了翼轨和心轨的严重磨耗和损伤。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄧󠄞󠄡󠄧󠄩󠄞󠄢󠄠󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
五、延长辙叉整体使用寿命的措施
(一)从源头控制心轨材料的纯净度󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄧󠄞󠄡󠄧󠄩󠄞󠄢󠄠󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
从心轨冶炼方面控制,在保证其化学成分符合标准的前提下,应重点控制材料中的非金属夹杂物及有害气体含量,使其获得洁净组织均匀致密的钢锭。比如,钢锭100% 采用电渣重熔工艺,提高金属纯度,改善钢锭结晶,去除合金中夹杂物及有害气体,减少使用中伤损缺陷的发生。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄧󠄞󠄡󠄧󠄩󠄞󠄢󠄠󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
(二)从生产过程中严格控制工艺
心轨钢坯的锻造和热处理工艺决定着心轨的机械性能。目前,国内心轨的锻造和热处理各不相同,一部分辙叉生产厂家,从大钢厂按标准的化学成分要求定制钢坯后,自行辊锻或自由锻后进行热处理再加工;另一部分辙叉生产厂家直接购买成品心轨毛坯。经过试验数据对比,自由锻的机械性能优于辊锻的机械性能。因此,各个辙叉生产厂家必须严格控制心轨的锻造方法和热处理工艺,从而降低辙叉心轨伤损。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄧󠄞󠄡󠄧󠄩󠄞󠄢󠄠󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
机加工过程的工艺控制是决定辙叉装配精度的保证。锻制合金钢心轨组合辙叉的生产制造,经过20 多年的优化改进,框架结构基本稳定。但是,生产合金钢辙叉的厂家因生产设备不同,采用的加工工艺也各不相同。一是控制叉跟轨、翼轨与间隔铁装配的鱼尾空间方向,也就是轨腰炉号在顶弯时,控制在与间隔铁或心轨接触的一侧,这是因为钢轨两侧鱼尾空间大小不可能绝对对称;二是控制叉跟轨与心轨贴合面的垂直度,只有在标准要求范围内,才能保证组合心轨(心轨与叉跟轨组合)轨底平齐、贴合面间隙合格;三是严格控制翼轨左右和上下的弯折尺寸,从而更好地保证心轨与翼轨的高低差、平顺度及工作边的直线度;四是控制提速辙叉轨底扭转偏差,以保证车辆高速通过的平稳性;五是控制间隔铁加工面与钢轨接触面的面积,点、线接触不如面接触,只有大面积接触,才能减小列车车轮冲击下螺栓和间隔铁松动。因此,合金钢组合辙叉在机加工过程中,工艺制定的科学、合理,才能保证装备精度和生产效率。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄧󠄞󠄡󠄧󠄩󠄞󠄢󠄠󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
(三)从设计上预防螺栓与螺母松动󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄧󠄞󠄡󠄧󠄩󠄞󠄢󠄠󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
目前,国内生产合金钢组合辙叉的厂家,为防止螺栓与螺母松动,采用的防松措施各不相同,有的松动可以复紧,有的松动不能复紧。因此,统一辙叉高强螺栓与螺母的防松措施,才能预防螺栓松动,方便使用单位维护。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄧󠄞󠄡󠄧󠄩󠄞󠄢󠄠󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
(四)在储存码放和运输上控制辙叉变形󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄧󠄞󠄡󠄧󠄩󠄞󠄢󠄠󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
辙叉在生产厂家或使用单位中,都应保证码放辙叉组件的场地平整,码放层数与使用的垫块符合标准要求。尤其是辙叉在运输或装卸过程中,不应碰撞。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄧󠄞󠄡󠄧󠄩󠄞󠄢󠄠󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
(五)运行使用中的维护
一是,辙叉的铺设与维修应符合《铁路轨道施工规范》和《铁路线路维修规则》的有关规定及生产厂家要求的维护注意事项。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄧󠄞󠄡󠄧󠄩󠄞󠄢󠄠󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
二是,第一次使用合金钢组合辙叉时,必须与配套的垫板同时铺设,统型后的辙叉在正常维修更换时,可根据垫板的使用状态更换配套辙叉。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄧󠄞󠄡󠄧󠄩󠄞󠄢󠄠󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
三是,初次替换高锰钢辙叉时,应保留或更换原有的板下胶垫,并同时更换相应的辙叉下铁垫板。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄧󠄞󠄡󠄧󠄩󠄞󠄢󠄠󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
四是,在心轨宽50mm 断面对应处,翼轨踏面允许存在小于5~6mm 的垂直磨耗,因为翼轨设计有所抬高。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄧󠄞󠄡󠄧󠄩󠄞󠄢󠄠󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
五是,在铺设使用动态过程中,应分别在30 天、60 天、180 天对M27 高强螺栓与螺母复紧至设计扭矩1100~1200N·m,复紧后的螺栓与螺母基本稳定。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄧󠄞󠄡󠄧󠄩󠄞󠄢󠄠󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
六是,铺设后,辙叉心轨、翼轨和叉跟轨出现肥边时,应及时打磨,避免剥落掉块和裂纹。正常情况下,上道使用10 天左右进行第一次打磨,间隔20 天进行第二次打磨,然后每隔30 天打磨一次。特别要注意的是,辙叉使用前期,轮轨磨合基本稳定,翼轨垂直磨耗的修磨尤为重要,打磨时不能盲打,必须观察测量磨耗情况后再进行修磨。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄧󠄞󠄡󠄧󠄩󠄞󠄢󠄠󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
七是,为防止辙叉心轨撞尖与翼轨侧磨,使用单位应定期检查、调整查照间隔与护背距离。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄧󠄞󠄡󠄧󠄩󠄞󠄢󠄠󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
八是,对辙叉底部存在的空吊板,应加强捣固,要借助更换辙叉的机会,彻底加强岔枕底的捣固,特别是辙叉前后接头处的捣固。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄧󠄞󠄡󠄧󠄩󠄞󠄢󠄠󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
六、结语
对锻制合金钢心轨组合辙叉的生产加工制造、工艺优化、使用情况的跟踪、伤损分析与研究。同时,也对其它不同设计结构形式辙叉的线路使用情况进行现场观察与了解,也同样会出现不同程度的压溃与剥落掉块。为提高辙叉的整体质量和使用寿命,提出以下建议:󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄧󠄞󠄡󠄧󠄩󠄞󠄢󠄠󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
加大原材料的控制力度和新材料的研究,尤其是对心轨冶炼、锻造、热处理工艺的优化。建议心轨冶炼采用电渣重熔,锻造采用自由锻,热处理冷却由常用的连续冷却转变为等温冷却转变。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄧󠄞󠄡󠄧󠄩󠄞󠄢󠄠󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
加严心轨20~70mm 断面处超声波无损探伤标准,预防内部缺陷的扩大形成核伤。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄧󠄞󠄡󠄧󠄩󠄞󠄢󠄠󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
严格控制机加工过程,保证各零部件的可换性与最终的装配精度。加大辙叉使用维护力度,科学修磨心轨与翼轨磨耗,延长辙叉的使用寿命。科学统计辙叉伤损情况。比如,分别统计不同型号、不同设计、不同线路的辙叉在重车线路与轻车线路顺向过叉和逆向过叉的伤损情况,这些数据可为辙叉的不断改进和优化提供科学的数据分析。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄧󠄞󠄡󠄧󠄩󠄞󠄢󠄠󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
制定锻制合金钢心轨组合辙叉使用寿命周期,可有效控制辙叉疲劳使用。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄧󠄞󠄡󠄧󠄩󠄞󠄢󠄠󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
文章来源:
原文名称:既有线合金钢心轨组合辙叉的伤损分析与研究󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄧󠄞󠄡󠄧󠄩󠄞󠄢󠄠󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
作者信息:王永利(汝州郑铁三佳道岔有限公司)󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄧󠄞󠄡󠄧󠄩󠄞󠄢󠄠󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
期刊信息:冶金管理 总第472期󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄧󠄞󠄡󠄧󠄩󠄞󠄢󠄠󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮


