
1 概述
大同地区1月平均气温-11.8~-12℃,最低可达-30℃。《钢轨焊接第2部分:闪光焊接》(TB/T1632.2-2014)文件规定“焊接前轨温不宜低于10℃”,经测量冬季湖东焊轨基地焊接间室温平均为5℃,轨温平均为2℃。因轨温降低,传热快,冷却快,使得焊机焊接参数执行不够准确,引起焊机下限报警(limit报警),影响焊接质量的稳定。此外,温度的骤降会影响热处理后焊接接头组织的稳定性,致使探伤频繁发现钢轨三角区伤损。
2 低温环境引起的焊接质量问题
2.1 焊接顶锻量低
2018年12月,基地在焊接包钢U75V60kg/m热处理轨过程中,焊机频繁出现顶锻量低报警,参数规定顶锻量变化范围为15~20mm,报警曲线顶锻量多为15mm以下,详见图1,按照规定需进行锯切处理。对比同年5月与12月同轨种曲线,详见图2,发现闪频时间增加,一次预热电流降低,顶锻量降低。


图1 正常顶锻量与报警顶锻量曲线对比
-

- (a)5月焊接曲线
-

- (b)12月焊接曲线
2.2 钢轨三角区探伤曲线异常
2018年1月,探伤工位频繁发现多种钢轨三角区存在异常波,见图3,使用双探头k1对焊缝进行扫查时在轨底三角区发现异常波后,立刻对其进行校准和排除。首先对轨底进行探头、探头线、仪器检测,保证轨底无划痕和棱角,探头和探头线工作状态正常,仪器工作无异常,接着将双k1通过GHT-1a5号平底孔进行基准灵敏度校准,一般补偿(2~6dB)作为轨底探伤灵敏度。经过校正后再次对焊缝轨底进行扫查发现仍有异常波出现。
-

- (a) 包钢60 kg/m U75V 热处理轨探伤异常曲线
-

- (b) 攀钢75 kg/m U78CRV 热处理轨探伤异常曲线
图3 探伤发现的异常曲线
3 优化思路与解决措施
3.1 焊接参数
3.1.1 优化思路
基地GAAS80/580焊机于2018年11月保养完毕,排除可能引起预热电流降低的不良因素,如设备电极、汇流排状态不好等。分析得知低温环境是引起曲线变化的主要原因,由于轨温较低,造成原焊接参数的热量输入不够,最终导致顶锻量降低。包钢U75V热处理轨5月与12月的5组数据对比,见表1。
表1 包钢U75V 热处理轨5 月和12 月数据对比
| 序号 | 5月 | 12月 | ||||
| 闪频时间(s) | 预热电流(kA) | 顶锻量mm) | 闪频时间(s) | 预热电流(kA) | 顶锻量(mm) | |
| 1 | 16.3 | 66.1 | 16.8 | 18.9 | 63.5 | 14.4 |
| 2 | 17.2 | 66.5 | 17.7 | 19 | 63.4 | 14.7 |
| 3 | 16.9 | 66.5 | 17.3 | 18.6 | 64.2 | 14.7 |
| 4 | 16.8 | 66.7 | 16.9 | 18.7 | 65 | 15.3 |
| 5 | 16.4 | 65.5 | 16.6 | 21.4 | 63.9 | 15.6 |
可以发现闪频时间平均增加2~3s,预热电流平均降低2~3kA,顶锻量平均减少2~3mm。分析原因为气温降低导致轨温降低,焊接过程中闪频量达到预设值所用的时间延长,热量积累增加,钢轨端面电阻变大,造成预热电流降低,从而使顶锻前整体参数热量输入变低,顶锻量减小。
3.1.2 改进措施
按照分析思路,从提高钢轨轨温以及增加热量输入的方向调整焊接参数,首先,将闪频位移增加,由4mm调整为5mm,让钢轨端部在闪频阶段的时间延长,从而提高端部温度。其次,为减少因闪频时间增加,钢轨电阻增大导致的预热电流数值降低,适当提高预热电流,由465‰改为470‰,使参数热量输入变大,从而为提高顶锻量创造有利条件,优化参数后的焊接数据见表2。
表2 优化参数后的焊接数据
| 序号 | 闪频时间 (s) | 预热电流 (kA) | 顶锻量 (mm) |
| 1 | 20.4 | 65.9 | 17.4 |
| 2 | 20.5 | 65.8 | 17.7 |
| 3 | 20.2 | 65.8 | 18.7 |
| 4 | 21.4 | 65.0 | 17.2 |
| 5 | 21.2 | 65.5 | 18.0 |
为此,基地组织对参数微调后的接头进行了落锤试验,5个接头全部一锤不断,断口撕裂状良好,无明显灰斑,详见图4。试验证明参数微调后效果良好。
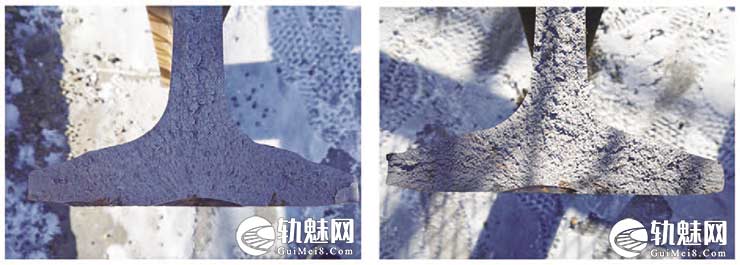
图4 优化参数后的断口照片
3.2 正火参数
3.2.1 优化思路
经过排除和校准,初步判定在寒冷环境下,正火喷风后钢轨三角区温度高,出库后受冷产生粗晶。具体分析原因为焊接接头经正火喷风冷却后,三角区由于处在钢轨芯部,热量聚集多,散热慢,经过红外测温枪测量,同样喷风时间,轨头行车面温度可以降至约320℃,而三角区可达约460℃,在此温度下直接出库,若遇室外-20℃的气温情况,就会引起组织变化,产生粗晶,从而产生异常波。
3.2.2 改进措施。
按照分析思路,确定采用延长喷风时间的方法,使钢轨全端面温度全部降至300℃以下,确保组织稳定后再出库。正火参数具体调整为将喷风时间由200s增至260s,经过24h时效处理后,重新探伤,发现异常波消除,效果良好见图5。
-

- (a) 包钢60 kg/m U75V 热处理轨探伤重探曲线
-

- (b) 攀钢75 kg/m U78CRV 热处理轨探伤重探曲线
3.3 提高冬季焊接质量的其他措施
3.3.1 提前备轨。
提前一天将待焊钢轨入库,在室内放置12h以上,提高钢轨轨温,满足焊接要求。
3.3.2 在备轨间加装轨温加热装置。
在现有供暖设备的备轨间内,加装轨排加热装置,进一步提高室内温度。
3.3.3 焊前针对轨端局部加热。
在焊接间,规定焊接手采用暖风机有针对性地对钢轨端部进行加热,提高钢轨端部温度至10℃以上,匹配焊接参数。
3.3.4 精调前对焊缝处局部加热。
为避免精调压头直接作用于零下十几度的焊缝及热影响区而产生内部裂纹等损伤,在精调工位同样采用暖风机有针对性地对焊缝处进行加热,提高焊缝温度至10℃以上。
4 总结
冬季寒冷气候下,应对GAAS80/580焊机的焊接参数进行微调优化,优化方向主要从提高钢轨温度和提高焊接热量入手,具体是调节闪频位移和预热电流,能够有效提高顶锻量,提高焊接质量;应对热处理设备的正火参数进行微调优化,优化方向主要从降低钢轨全端面尤其是三角区喷风后温度入手,具体是增加喷风时间,确保出库前钢轨全端面温度在300℃以内,可以有效减少探伤异常波的出现。焊轨基地应该确保冬季厂房采暖,配套相关加热机具,有针对性地加热轨端以及焊缝处,满足作业需求,全面提高冬季焊轨质量。
文章来源:
原文名称:提高焊轨基地冬季焊接质量的几点措施
作者信息:刘德园1王强1麻奇杰2屈欣睿2(1.中铁物轨道科技服务集团有限公司2.大秦铁路股份有限公司太原工务机械段湖东钢轨焊接整修基地)
期刊信息:《铁路采购与物流》2020年7期



