
一、施工前的准备工作
1.确认具备闪光焊条件的接头。
-
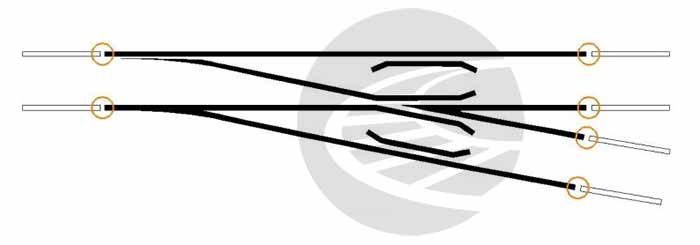
- 以单开道岔为例,共有6个接头需实施焊接
-
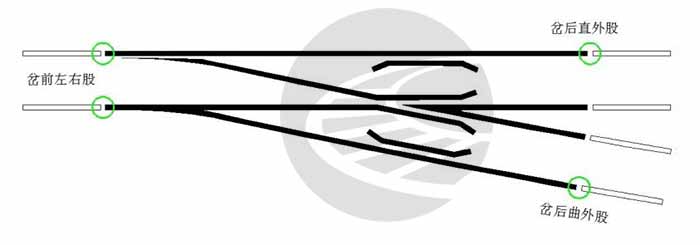
- 其中岔前左右股、岔后直外股、岔后曲外股4个接头可通过拆除影响焊机的垫板和护轨的方式实现闪光焊接
-

- 岔后直内股、岔后曲内股两个接头则需测量该处是否能容纳焊机,如无法容纳焊机,则只能实施铝热焊。
2.确认是否具备焊接资质

道岔钢轨可能与区间钢轨牌号或热处理状态存在差异,施工前确认是否已通过相应的型式、生产检验,取得焊接资质。
3.调整焊机朝向
铝热焊接时钢轨固定不动,但闪光焊接时钢轨发生相对运动并产生一定的烧化顶锻量,固定不动的一端称为静端,移动的一端称为动端。
-

- 静端
-

- 动端
为保证道岔结构稳定,道岔端钢轨应作为静端固定不动,线路端钢轨为动端。因此,要提前根据所需焊接的接头位置,调整集装箱式闪光焊轨车的焊机朝向,确保牵引机车、附挂平车等所有车辆在焊接时全部停靠在静端——即道岔端。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄡󠄡󠄨󠄞󠄡󠄥󠄥󠄞󠄡󠄠󠄦󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
考虑到同一组岔的岔前岔后焊接时焊机朝向相反,站场道岔焊接时,可使用两台不同朝向的焊轨车完成全站道岔焊接。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄡󠄡󠄨󠄞󠄡󠄥󠄥󠄞󠄡󠄠󠄦󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮

也可以使用一台焊轨车,先焊接完站场同一方向的全部焊头后,再调向焊接剩余焊头。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄡󠄡󠄨󠄞󠄡󠄥󠄥󠄞󠄡󠄠󠄦󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮


1.进行班前分工布置、工机具清点试机等准备工作
现场作业人员配置为55人,其中指挥1人、操作焊机4人、轨道车司机2人、焊缝打磨3人、探伤2人、轨端处理4人、正火3人、起道垫滚轮30人、其他人员6人。
2.实施闪光焊作业
道岔闪光焊单头作业时长需180分钟,较铝热焊120分钟作业时间多60分钟,具体工序如下:
-

- ①钢轨焊前检查
-

- ②拆卸扣件
-

- ③轨端除锈
-

- ④钢轨对正,焊机对位,焊接
-

- ⑤粗磨
-

- ⑥热处理
-

- ⑦接头矫直
-

- ⑧精打磨
3.检查验收。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄡󠄡󠄨󠄞󠄡󠄥󠄥󠄞󠄡󠄠󠄦󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮

焊缝探伤
三、道岔闪光焊关键点总结
1.道岔端需拆除15根岔枕扣件并拆除轨端2根岔枕的轨下垫板,岔后接头焊接时如护轨影响焊机还需拆除护轨。
2.道岔的6个接头中,岔后直、曲内股两个接头受心轨后的两股钢轨的距离限制可能无法容纳焊机。因此,该处如需实施闪光焊,应铺设叉心加长的道岔。以较为常见的K922焊机尺寸为例,具体加长尺寸应保证:接头靠叉心位置方向100厘米处的轨头外侧,与相邻最近钢轨的轨头外侧距离大于51厘米。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄡󠄡󠄨󠄞󠄡󠄥󠄥󠄞󠄡󠄠󠄦󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮

3.根据线路端的钢轨长度不同有三种不同的工况。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄡󠄡󠄨󠄞󠄡󠄥󠄥󠄞󠄡󠄠󠄦󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
焊接一个闪光焊接头,会发生约30毫米的烧化量,意味着一个原计划铝热焊位置改为闪光焊后,所需钢轨要加长30毫米。因此,存在以下三种工况:󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄡󠄡󠄨󠄞󠄡󠄥󠄥󠄞󠄡󠄠󠄦󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮

(1)线路端为长钢轨。拉伸锁定的锯切余量完全可保证30毫米的烧化量。实施闪光焊与铝热焊锁定方式一致,即钢轨可提前铺设,锁定焊处所的选择与铝热焊一致。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄡󠄡󠄨󠄞󠄡󠄥󠄥󠄞󠄡󠄠󠄦󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
(2)线路端为100m以上的岔间长渡线。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄡󠄡󠄨󠄞󠄡󠄥󠄥󠄞󠄡󠄠󠄦󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮

为保证烧化量长度,无缝钢轨不能提前预铺。焊接前保留线路端的工具钢轨暂不更换,待换长钢轨摆放至砟肩。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄡󠄡󠄨󠄞󠄡󠄥󠄥󠄞󠄡󠄠󠄦󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
焊接时使用方向相对的两台闪光焊轨车分别焊接两个接头。其中第一个接头自由焊接,第二个接头采用钢轨拨弯预留烧化量焊接。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄡󠄡󠄨󠄞󠄡󠄥󠄥󠄞󠄡󠄠󠄦󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
-

- 钢轨拨弯预留烧化量焊接
-

- 自由焊接
(3)线路端为不足100m的岔间短渡线。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄡󠄡󠄨󠄞󠄡󠄥󠄥󠄞󠄡󠄠󠄦󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
焊接前保留工具钢轨及第一个接头的焊接方式与岔间100m以上的长渡线一致。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄡󠄡󠄨󠄞󠄡󠄥󠄥󠄞󠄡󠄠󠄦󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮


第二个接头受拨弯距离不足影响,只能使用铝热焊。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄡󠄡󠄨󠄞󠄡󠄥󠄥󠄞󠄡󠄠󠄦󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮

文章来源:
源自《道岔闪光焊》培训 课件


