1 概述
近年来,随着行车速度的提高和列车轴重的加大,以前仅在曲线地段出现的钢轨侧面磨耗现象大量的出现在直线地段,这些侧面磨耗的钢轨并非是一股钢轨均匀的磨耗,大多呈现出不均匀的两股钢轨交替磨耗的特征,并迅速向邻近区段发展,列车在通过这些地段时,表现的是剧烈的摇晃,并且在这些地段的动态检查中时常出现水平加速度指标过大的情况。但对现场线路设备进行静态检查时,并未发现有超过经常保养标准的设备病害,为找到此类问题的根源,查找了相关的一些论述,有从车辆结构方面分析论述的,也有从轨道结构方面论述的,都有各自的依据,并得到了相关结论。
作为工务部门,车辆结构目前尚无法解决,但在轨道结构方面,大都把出现不均匀侧面磨耗的原因归于轨道几何状态不良,把解决的方案归为严格控制轨道几何尺寸。为解决此类问题,对一些比较有代表性的地段进行了高标准的整修,在出现不均匀侧面磨耗地段,对轨道的方向采用拉长弦绳逐根枕定方向的办法,通过拨道、改道及钢轨打磨的手段,保证其方向偏差不大于1mm,轨距保证偏差不大于1mm,水平控制在2mm以内,三角坑控制在3mm以内,但效果仍不理想,而在采用对侧面不均匀磨耗地段钢轨进行换边使用后,此类问题得以解决,通过添乘感受,也不再发生剧烈摇晃现象,行车状态也归于正常。可在钢轨换边使用后,短的一两个月,长的不过半年,在这些地段此类问题更是变本加厉地出现,且发展更为迅速。为找到此类问题产生的根本原因,近2年对这些地段进行了认真的调查分析,以期找到切实可行的解决办法。
2 对影响轮轨稳定性相关设备的分析
2.1车轮状态对产生钢轨不均匀磨耗条件的分析
轮箍的外形,是一个带凸缘的圆环,它是与钢轨直接接触的部分,由轮缘和踏面两部分组成。轮缘起着导向和防止脱轨的重要作用。我国轮缘按铁标TB499—76B型加工轮缘和踏面,其高度为28mm,轮缘厚度(从距轮缘顶部18mm处测量)33mm,轮缘内侧有R=16mm的倒角,以便引导车轮顺利通过护轮轨,踏面有1:20和1:10两段斜面。
踏面制成1:20和1:10斜度而成圆锥形的理由如下:
机车在曲线上运行时,外轮沿外轨走行的距离大于内轮沿内轨走行的距离,可显著的减少滑行,减少轮轨磨耗。
踏面具有锥度后,轮对在直线上运动时,会因两轮以不同直径的圆周滚动,产生轮对自动滑向轨道中心的倾向,形成轮对的蛇行运动。这种运动对于防止轮缘单靠,降低轮缘与轨肩的磨耗,使整个踏面均匀磨耗。但踏面具有斜度,会引起转向架的蛇行运动(图1),随着机车运行速度的提高,这种蛇行运动会引起机车横向振动的加剧,使机车运行品质恶化,影响机车的横向稳定性和平稳性。
从以上轮缘的设计思路和对行车的影响看,目前机车车辆及行车条件下,转向架的蛇行运动是不可避免的,在高速行车条件下,对机车的横向稳定性和平稳性的影响也不可避免。但就其设计思路来看,蛇行运动可以防止轮缘单靠,可以降低轮缘与轨肩的磨耗,也就是说,每一列车或一列车的每一个车辆,它的蛇行运动和车轮对轨肩的靠贴都应当是随机产生的,如果没有其他外力的作用,对于钢轨来说,它作用边上的每一个质点受到列车车轮撞击的机会应当是均等的。所以高速行车也好,踏面的锥度也好,都不能成为对钢轨某一个特定质点特别磨耗的理由,也就是说它不应当造成钢轨的不均匀磨耗。
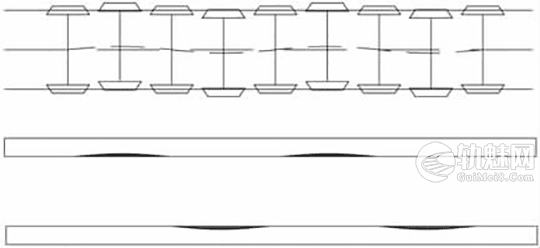
图1 轮踏面锥度引起轮对蛇形运动及钢轨侧面磨耗示意
2.2 现场钢轨不均匀磨耗情况的分析
在对管内出现的不均匀侧磨地段钢轨进行调查后发现,不均匀磨耗是按一定规律出现的,这个规律还相当稳定。
根据对钢轨作用边磨耗情况调查,刚出现磨耗时,在一股钢轨侧面出现长度一般在3~6根枕(焦柳线正线轨枕按1760根/km配置,每根枕大约间距为568mm)的磨耗,与下一个侧磨起点间距在8~12根间,在对股钢轨侧面又产生3~6根枕间距的磨耗,如此往复约4~5个磨耗点后消失,磨耗情况如图2中初步形成阶段所示。在添乘时可感受到有节律的振动,经现场实地调查,这些地点出现的不均匀侧面磨耗在现场静态检查时只能逆光站在其前方20m左右,可以看到轨面车轮所轧出的光带出现不均匀的反光,在对这些不均匀反光地段进行平面几何状态检查时,轨距、水平、方向等几何参数均未显出有超出规定的尺寸超限,往往在对这些添乘病害通知后,作业人员到现场检查发现不了问题,面对病害却无从下手。
当以上病害存在一段时间得不到有效遏制后,便会发展成如图2中的发展阶段,其特征是钢轨侧面出现了较为明显的磨耗,磨耗长度在17~22根枕之间,左右股钢轨所发生的磨耗首尾相接,交替出现,动态添乘时可感受到明显的摇晃,但在对现场几何状态检查时,只是眼看着一侧钢轨出现磨耗,另一侧钢轨内侧作用边会出现轻微的锈迹,轨距、水平及线路方向同样没有明显的超限处所,检查后也难以采取有效的办法进行遏制。
当钢轨的不均匀侧面磨耗达到发展阶段后,可造成比较明显的机车车辆摇晃,设备质量添乘检查人员会对这些地段的线路病害不间断地提出,因设备维修人员无法及时采取有效的办法进行整改以消除晃车,有的便发展成了图2中的恶化阶段,这个阶段的现场状态是钢轨明显磨损,磨损长度迅速增长,交替出现的磨耗点首尾已部分重叠,轨距开始出现变大的趋势,机车通过此类地段时发生剧烈的摇摆,添乘时发现严重的可导致DF4型机车上电水壶中的水都大量溅出。
在上级部门的严厉督导下,维修部门便采取改正轨距、拨正方向及起平线路的办法进行整治,可整治结果并不理想,晃车现象并未得到明显的改善。近来为了有效遏制晃车病害的发生,扭转行车状态迅速恶化的势头,对这些地段大量采用了钢轨左右股相互调边的办法,起到了一定的效果,但在调边后1~6个月,这些问题又重新出现,且比未调边时发展更为迅速。
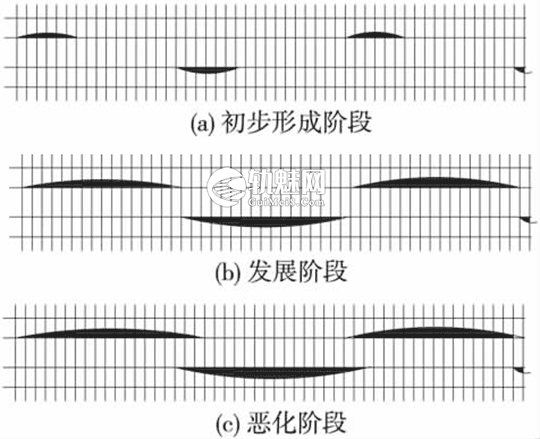
图2 钢轨不均匀磨耗情况
2.3 现场检查手段及病害消灭办法的分析
注:1.钢轨为60kg/mG型;2.轮箍外形为TB499—76B型,与SS4改型机车轮缘踏面外形相同。
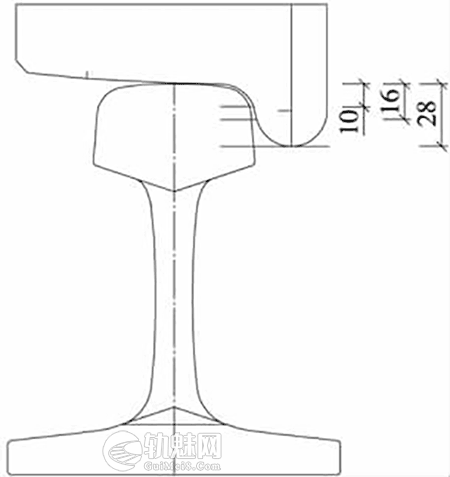
图3 轮轨关系示意(单位:mm)
《铁路线路维修规则》中的第3.7.8条,轨距指钢轨踏面下16mm范围内两股钢轨工作边之间的最小距离。实际的轮轨关系如图3所示,从图示轮轨关系看,制约车轮走向,也就是对车轮起导向作用的并不是两钢轨间的最小距离,轮轨作用点或者说受力冲击点因车轮轮缘并非是一个标准的矩形,而是一个斜面,不能确定其轨距最小处决定了车轮的走向。而目前普遍使用的60kg/m钢轨的轨头的肩部也是一个半径13mm的圆弧和一直线相接,直线的斜率是1:20,切点在轨面下12.19mm处,而不是我们理解的16mm处,而在线路检查时所使用的轨距尺尺头的长度却是16mm,如图4所示,在这个测量点上,并不是轮轨的作用点,也就是说指导我们检查轨道轨距的检查工具所提供的数据,并不能真正反应实际的轮轨作用点,也就是说在跟轨面以下16mm处以上所出现的钢轨磨耗并不能被轨距尺检查出来,可实际上这段钢轨之所以出现了磨耗,正是轮轨作用的结果,也就是说,正是这段检查不出的部分在对车轮起导向作用,从图4中可以看出,钢轨内侧的磨耗已经相当严重了,可检查的轨距并未超限,就是这个原因。而车轮在经过这些存在不均匀侧磨的钢轨时,轨距正常的线路并不能为车轮的行驶提供一条方向直顺的导向线路,造成列车的摇晃。

图4 轨距测量示意
2.4 环境分析
在对不均匀侧磨比较集中的地段进行分析后发现,直线地段不均匀侧磨是自2008年开始出现的,而当年该条线路的列车牵引吨数也由2700t增加到4500t,轴重也由20t增加到了23t,行车速度也由100km/h提高到允许速度120km/h。这些侧磨大都发生在较长下坡地段的重车方向,而距离较短的大下坡地段倒没有明显的不均匀侧磨发生,客车行车速度一般在100~105km/h,货车速度一般在85km/h,年通过总重在1亿t左右。
3 对钢轨产生不均匀磨耗原因的分析
不论轮轨关系还是养护维修手段、牵引总重、行车速度、机车车辆结构状态以及轴重,都可能会导致车轮的蛇形运动,但这种蛇形运动对于钢轨来说,应当是随机产生的,也就是说钢轨作用边上的每一个质点受到车轮撞击的机会是均等的,出现磨耗也应当是均匀的,从理论上说都不应当产生钢轨的不均匀磨耗,之所以钢轨会出现不均匀的侧面磨耗,一定是有一个特定的因素在特定的地点对列车的运行发生了特定的影响所造成的,并且列车摇晃的周期、波长及相位应当是相对固定的。
从列车的状态看,这些不均匀磨耗多发生在重车方向,每列车的轴重也相差不大,这造成了列车发生蛇形运动的周期是相近的;从发生的环境看,因在较长的下坡地段,通过对这些地段行车速度的调查发现,客货车的行车速度是相对固定的,这将会造成这些周期相近的列车蛇形运动的波长是相近的;但只有周期相同或相近及波长相同,并不能成为对某个特定点发生固定冲击而形成不均匀侧磨的充分条件,只能算是必要条件,如果要让车轮对一个固定点发生固定的冲击,还需要一个契机使大部分列车在经过该段线路时摇晃趋于一致,也就是在列车通过该点时的相位是相近或趋于相同方可。
根据以上分析,在对部分不均匀磨耗地段前方100m线路进行检查后发现,之所以会发生不均匀侧磨,与它前方线路方向有关。大部分出现不均匀侧磨地段的前方线路都存在5~7mm的方向不直顺,长度在10m左右,且是连续的交替不直顺,这些不超过线路保养允许偏差值的方向不直顺往往会被设备管理人员忽视,但它却起着固定列车摇晃特征的重要作用。
当不同的列车以固定的摇晃周期、不同的相位经过这些交互出现的不直顺时,相位被强制趋同,便会以固定的频率、周期对其以后的一些固定点发生冲击,当这些冲击形成的初期,在线路上的反映便是“光带不良”,此时的轨距、水平、方向等静态几何尺寸在检查时并无不良,而事实上此时车轮对钢轨的固定冲击已经造成,钢轨对车轮的导向已经不是由轨距线(两股钢轨间的最小距离)决定,而是如图4中所显示的由轨面下一定距离的钢轨肩部所决定,实际的导向方向已经呈蛇形交互存在,而在按目前办法测量轨距时并无法反映这些现象。当这些冲击造成了钢轨的磨耗后,便会产生更为剧烈的间谐振动,导致列车发生相对剧烈的摇晃,同时也加剧了线路状态的恶化,若长期得不到改善,便会导致钢轨产生明显的不均匀磨耗。
4 防止和整治不均匀磨耗的办法
整治钢轨不均匀磨耗,从分析的情况看,最为有效的办法便是消除造成不均匀磨耗的根源,就是对产生不均匀磨耗地段前方线路进行维修,整平拨直,消除方向不直顺。防止其发生最好的办法也是消除线路上的方向偏差,保证直顺。但目前大部分铁路都是有砟轨道,基础的不稳定性制约了线路维修的精度,同时因目前大部分线路都是区间或跨区间无缝线路,因年温差所造成的应力变化会导致轨道方向的变化,这也是不可避免的,所以保证其足够的直顺目前来说尚不太现实。
当不能保证轨道足够直顺时,可以采取另一个措施,就是时常破坏其摇晃周期,使其振动中的相位不能在一个地点长期固定。具体作法是在发现钢轨有不均匀侧磨迹象时,便可判断此段线路可能已经导致列车通过此段线路时摇晃状态有被固定下来的趋势,可对该段线路以及前方100m左右线路进行整修,整修的目的并非是要使这段线路的几何状态优于目前的状态,而是为了改变目前的线路状态,原来弯曲的地方可能会被取直,原来直顺的地方可能会出现有限的弯曲,从而实现破坏既有状态下列车经过此处的将要被固定下来的摇晃周期,使其对钢轨的冲击呈随机性,而非被固定下来,从而实现对直线钢轨不均匀磨耗的预防与整治。根据这个整治思路,对管内侧面磨耗比较严重的10段线路进行了整治,整治后的线路行车状态有了明显的改善,原来的“光带不良”现象也消失了,在钢面上未能被车轮碾压的出现锈迹的部分也重新被压出了正常的光亮状态。而且这些地方经整治后也仅有一段在半年后又出现了不均匀侧面磨耗迹象,其他地段仍旧正常,这种整治结果达到了预期的目的,同时也验证了整治思路是可行的。
5 结语
目前的线路维修人员在进行线路养护时,往往注重对出现问题的部分进行整治,而对其形成的原因却缺少全面细致的分析,这样的养护思路多不能准确找到问题发生的根源,养护的效果便难以达到预期的目的。就以上所分析的直线地段钢轨不均匀侧面磨耗现象来说,发生侧面磨耗地段并非因该地段出现了问题所造成,其出现的原因在于其他地段出现了问题,而其本身只是问题的反应和结果,而非问题的本身,如果只对问题的结果进行处理,而不去找到真正的原因,如此处理病害的结果便只能是劳而无功。
文章来源:
原文名称:关于直线钢轨不均匀侧磨的研究
作者信息:孙坡,张玉明( 郑州铁路局南阳工务段,河南南阳473000)
期刊信息:铁道标准设计,2011年09期



