
扭曲简单来说就是因外力作用而产生的扭转变形,钢轨中主要是各部分截面绕其纵轴旋转角度不同产生扭曲,端部截面和距端部1m截面的扭曲为端部扭曲,钢轨全长两个截面的扭曲称为全长扭曲,表现为将钢轨放置在水平平台上,钢轨一侧的底面与平台有空隙。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄡󠄦󠄞󠄡󠄠󠄥󠄞󠄡󠄧󠄥󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮

图1 钢轨端部扭曲超标
图2 钢轨全长扭曲超标
1 检验方法
端部扭曲用扭曲测量仪测量,如图3所示,全长扭曲通过将钢轨放在水平平台上用塞尺进行确认。
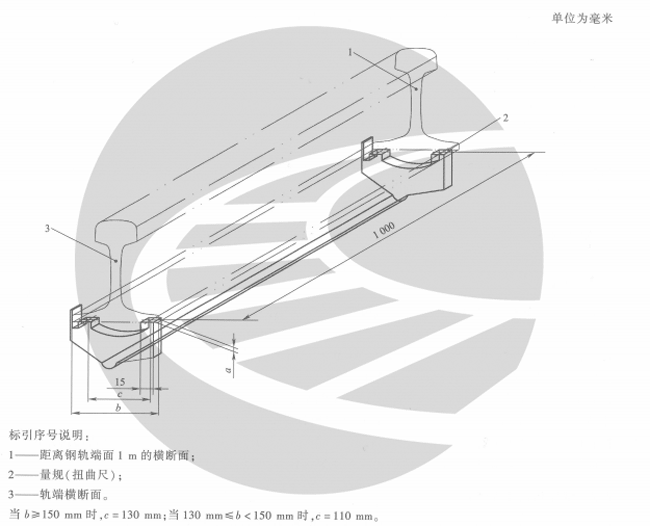
图3 端部扭曲测量示意图
2 判定依据
扭曲允许偏差依据标准《钢轨第1部分:43kg/m~75kg/m钢轨》(TB/T 2344.1-2020)之6.2判定,具体如表1所示。
表1 扭曲允许偏差󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄡󠄦󠄞󠄡󠄠󠄥󠄞󠄡󠄧󠄥󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
| 项目 | 公差 | |
| ≥200km/h | <200km/h | |
| 端部扭曲 | ≤0.45mm/1mm | ≤0.6mm/2mm |
| 全长扭曲 | ≤2.5mm | ≤2.5mm |
3 产生原因
4 处理方法
钢轨端部扭曲不符合标准要求时,可将局部扭曲不合部位切除,全长扭曲不合格时应判废。
5 预防措施
1. 检查轧辊、导卫的安装,确保不影响钢轨扭曲,出现磨损时要及时修磨或更换,此外,轧制时要避免轧件温度不均匀过大,避免轧制参数控制不良导致钢轨延伸不一致产生的变形。
2. 矫直时,加强对矫辊状态的检查,避免矫直工艺产生较大的扭曲。󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄡󠄦󠄞󠄡󠄠󠄥󠄞󠄡󠄧󠄥󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
文章来源:
原文名称:钢轨缺陷之扭曲超标
原文出处:https://mp.weixin.qq.com/s/2qQDHJZYVWX7CIp4hP5llw󠄐󠄹󠅀󠄪󠄡󠄨󠄞󠄢󠄡󠄦󠄞󠄡󠄠󠄥󠄞󠄡󠄧󠄥󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮


