
一、现场胶接绝缘接头材料:
1、产品组件:胶接绝缘夹板(∮33孔)2块,绝缘端板1块,绝缘套管6个,12.9S级高强度大六头角螺栓6套,胶粘剂(A、B 胶)1套。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄨󠄞󠄡󠄦󠄩󠄞󠄢󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
2、配备的小材料:手套、白布、毛刷、砂布、口罩、油灰刀。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄨󠄞󠄡󠄦󠄩󠄞󠄢󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
二、现场胶粘钢轨接头的产品力求达到良好质量,胶粘作业过程必须做到“一干、二净、三准确” :󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄨󠄞󠄡󠄦󠄩󠄞󠄢󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
一干—— 胶粘时的环境、所用材料、机具设备保持干燥;󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄨󠄞󠄡󠄦󠄩󠄞󠄢󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
二净——胶粘物表面保持干净,油污、酸、碱及各种氧化物影响胶粘物表面的湿润性和液态胶与固体胶粘物的亲和性,也影响胶粘剂在胶粘物表面均匀铺展;󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄨󠄞󠄡󠄦󠄩󠄞󠄢󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
三准确——固化温度、固化时间以及通过紧固螺栓对夹板和钢轨施加的压力准确。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄨󠄞󠄡󠄦󠄩󠄞󠄢󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
三、现场胶接绝缘接头可在-40℃~+65℃气候条件下使用。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄨󠄞󠄡󠄦󠄩󠄞󠄢󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
四、胶粘钢轨要求:
1、钢轨型式尺寸、允许偏差、技术要求应符合TB/T2344的规定。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄨󠄞󠄡󠄦󠄩󠄞󠄢󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
2、有伤钢轨、高低错牙或螺孔间距超过0.5mm的钢轨、相邻钢轨的轨腰厚度绝对差大于0.6mm,轨端不密贴的钢轨,不经整修或锯切不得胶粘。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄨󠄞󠄡󠄦󠄩󠄞󠄢󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
3、钢轨胶接端及螺栓孔应倒棱,倒棱尺寸1mm~2mm,倒角45º。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄨󠄞󠄡󠄦󠄩󠄞󠄢󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
4、钢轨胶接端的端面垂直度偏差及水平偏差不超过0.15 mm。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄨󠄞󠄡󠄦󠄩󠄞󠄢󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
5、钢轨轨端、螺栓孔、钢轨胶接面应打磨去毛刺,手感光滑,胶接范围内钢轨侧面炉号等字样应打磨平整。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄨󠄞󠄡󠄦󠄩󠄞󠄢󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
6、应检查钢轨的螺栓孔间距 ,若检查发现间距有偏差,则应用电磨头扩孔,保证螺栓能自由穿入 。用轨端打磨机打磨钢轨的端面,要求平整,并从轨头向轨底偏斜0.10mm~0.15 mm(打磨量中和轴以下略多于以上),使对轨起拱后,两钢轨端面恰能密贴,不允许将无法密贴又不作整治的钢轨用于胶粘。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄨󠄞󠄡󠄦󠄩󠄞󠄢󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
五、按设计规定的锁定轨温放散钢轨内残存温度力。调整轨缝,钢轨胶粘冻结接头倒棱后挤严轨缝,钢轨胶接绝缘接头倒棱后加设6 mm或8mm绝缘端板,无论轨缝挤严或加设端板均用液压钢轨拉伸器适当加压,不留间隙。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄨󠄞󠄡󠄦󠄩󠄞󠄢󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
由于受施工季节和气温等条件的限制,现场往往采用液压钢轨拉伸器推拉钢轨调整轨缝,进行胶粘作业。在低温下,用液压钢轨拉伸器张拉钢轨应遵照以下要求:󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄨󠄞󠄡󠄦󠄩󠄞󠄢󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
1、安装绝缘端板时用拉伸器张拉钢轨挤严轨缝后,还应预多加压至少5~10MPa(绝缘端板承压强度很高,不必担心破损),可防止胶粘作业过程拉伸器保压不可靠降压而导致轨缝拉开;󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄨󠄞󠄡󠄦󠄩󠄞󠄢󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
2、胶粘作业过程,始终要有工人观察拉伸器的压力表,发现压力下降,应当及时补压,避免轨缝拉开;󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄨󠄞󠄡󠄦󠄩󠄞󠄢󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
3、胶粘组装完成,绝对不可立即打开迥油阀卸载,应当保压一段时间(保持伸器的压力表上的压力不下降,一旦下降及时补压);󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄨󠄞󠄡󠄦󠄩󠄞󠄢󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
4、在保压时段内,可将溢出的多余胶粘剂涂抹在端板周边钢轨的倒棱处;󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄨󠄞󠄡󠄦󠄩󠄞󠄢󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
5、保压时间足够,胶粘剂已经表干,当打开拉伸器的迥油阀卸载时,应当先微微松开迥油阀,观察轨缝变化,如果轨缝并不扩大,可逐渐松开迥油阀,如果轨缝扩大,应立即停止卸载,并应补压,复紧螺栓,延长保压时间;󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄨󠄞󠄡󠄦󠄩󠄞󠄢󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
6、为缩短作业时间,必要时胶粘作业后可采取加热加速胶粘剂的固化,但应防止烧糊玻璃纤维布;󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄨󠄞󠄡󠄦󠄩󠄞󠄢󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
7、撤下钢轨拉伸器后,再次复紧螺栓。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄨󠄞󠄡󠄦󠄩󠄞󠄢󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
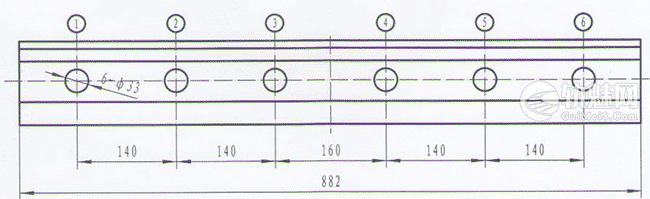
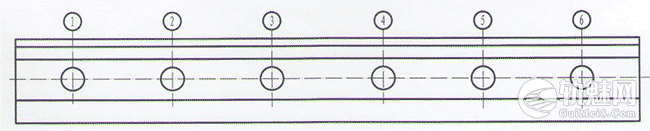
六、安装现场胶接绝缘接头所选用的绝缘端板厚度为6mm或8mm,胶接绝缘夹板③、④孔的中心孔距为160mm。胶接绝缘夹板孔距,如图所示:󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄨󠄞󠄡󠄦󠄩󠄞󠄢󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
七、胶粘钢轨打磨除锈:
1、用铁铲、钢丝刷将钢轨胶接范围的油泥、浮锈清除,再用角磨机打磨钢轨,要求打磨至钢轨完全露出金属光泽,无锈斑、平整,钢轨上的钢种、炉号等凸出字样要打磨平,同时用镜子检查轨颚处,避免钢轨打磨疏漏。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄨󠄞󠄡󠄦󠄩󠄞󠄢󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
2、用砂布打磨钢轨胶粘面和轨端倒棱部位,要求打磨后无金属毛刺,再用干净布揩抹钢轨胶粘面。用白布顺一个方向揩抹钢轨胶粘面,不允许反复来回揩抹。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄨󠄞󠄡󠄦󠄩󠄞󠄢󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
八、绝缘端板安装应当符合以下要求:󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄨󠄞󠄡󠄦󠄩󠄞󠄢󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
1、钢轨胶接绝缘接头安装应当起拱,用1m平尺测量起拱量0.5mm。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄨󠄞󠄡󠄦󠄩󠄞󠄢󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
2、安装绝缘端板时,采用液压钢轨拉伸器调整预留轨缝,在无液压钢轨拉伸器的情况下,可在距钢轨胶接绝缘接头30m处将长钢轨拨弯,需要时采取改变弯曲矢度大小调整预留轨缝,采取撞轨方式调整预留轨缝不仅费力,而且很难调整合适,不可采用。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄨󠄞󠄡󠄦󠄩󠄞󠄢󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
3、在轨缝挤严的必要前提下,绝缘端板安装应注意轨颚、轨腰和轨底上表面不得外露,避免妨碍复合胶层夹板的组装,而且顶部应低于轨顶面0.2mm。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄨󠄞󠄡󠄦󠄩󠄞󠄢󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
4、钢轨胶接绝缘接头胶粘组装完成后,用剩余胶粘剂涂绝缘端板周边,并作修整,注意整洁美观;󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄨󠄞󠄡󠄦󠄩󠄞󠄢󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
5、待胶粘剂固化后,协同电务部门人员测量胶接绝缘接头的绝缘电阻。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄨󠄞󠄡󠄦󠄩󠄞󠄢󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
九、高强度螺栓的安装应注意螺母和垫圈面的朝向。垫圈的一面内孔有倒棱,安装时应将2个垫圈有内孔倒棱的一面贴靠螺母和螺栓头,螺母有圆形平台的一面与垫圈贴靠。若安装错误将增大扭矩系数,而使螺栓张力减小。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄨󠄞󠄡󠄦󠄩󠄞󠄢󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
十、现场胶粘剂使用
(一) SY-TG3(Ⅱ)常温固化胶使用󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄨󠄞󠄡󠄦󠄩󠄞󠄢󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
钢轨胶粘接头现场用TG3-(Ⅱ)常温固化胶,这种胶粘剂制作胶粘产品能获得很高强度、韧性和抗老化性能。它的突出特点是通过自发热进行固化反应,自发热越充分固化速度越快,如果自发热受到抑制,固化速度将延缓,固化后的强度也会受到影响。使用方法:󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄨󠄞󠄡󠄦󠄩󠄞󠄢󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
1、若环境温度低于12ºC,A、B胶混合前,可采用现场发电机产生的热量对A组份胶进行加温,但要进行观测,避免过热,影响质量。B组份胶不需加温。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄨󠄞󠄡󠄦󠄩󠄞󠄢󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
2、胶粘剂A、B组份混合前,首先应打开A组份塑料罐,观察它的粘稠󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄨󠄞󠄡󠄦󠄩󠄞󠄢󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
(尤其在低温季节更应注意),当发现A组份粘稠度较高不易搅拌时,应先用油灰刀或电钻将A组份搅拌,降低其粘稠度达到易于搅拌;󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄨󠄞󠄡󠄦󠄩󠄞󠄢󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
3、将B组份与A组份混合,应当用油灰刀将B组份从塑料罐内全部刮入A组份塑料罐内,不得留有残余量,施工负责人应检查,留有较多残余量必改变A、B组份的配比,将延缓胶粘剂的固化速度;󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄨󠄞󠄡󠄦󠄩󠄞󠄢󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
4、搅拌时间
胶粘剂的搅拌除受环境温度影响外,还受A组份的粘稠度的影响,如果A组份粘稠度较高的情况应适当延长规定的搅拌时间。搅拌时环境温度≥25℃, 规定搅拌时间1~3分钟 ;搅拌时环境温度12~25℃, 规定搅拌时间3~5分钟 ;搅拌时环境温度3~12℃规定搅拌时间6~8分钟。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄨󠄞󠄡󠄦󠄩󠄞󠄢󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
5、等待时间
胶粘剂搅拌后,要有一定等待时间,这样能使胶粘剂发生充分反应,粘稠度进一步降低,提高它的润湿水平,就可缩短固化时间,并提高固化后的强度。当环境温度≤25℃时,胶粘剂搅拌后,等待时间5~6分钟;当环境温度≥25℃时,胶粘剂搅拌后,等待时间0~5分钟。温度高等待时间短,温度低等待时间长。在等待时间内,辅助进行以下观测:󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄨󠄞󠄡󠄦󠄩󠄞󠄢󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
观察胶粘剂冒泡情况,搅拌完成后,胶粘剂最初的冒泡应当用油灰刀消除掉,再冒多个泡,显示胶粘剂已开始充分反应;󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄨󠄞󠄡󠄦󠄩󠄞󠄢󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
用油灰刀挑起少量胶粘剂,如果粘稠度降低,说明胶粘剂反应已较充分;󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄨󠄞󠄡󠄦󠄩󠄞󠄢󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
用手托住塑料罐,感到发热(高于手温)也显示胶粘剂进入充分反应阶段;󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄨󠄞󠄡󠄦󠄩󠄞󠄢󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
用红外线温度计测量罐内胶粘剂的表面温度,环境温度12℃以上,达到40~45℃反应已经较充分。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄨󠄞󠄡󠄦󠄩󠄞󠄢󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
6、涂胶和组装
喷雾器或矿泉水瓶、油灰刀或电钻使用前应用丁酮或丙酮进行清洗;󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄨󠄞󠄡󠄦󠄩󠄞󠄢󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
戴上口罩,将丁酮或丙酮灌入喷雾器或矿泉水瓶内,对轨颚、轨腰、上轨底喷射,直至全部粘接面均匀喷到,不得将丁酮或丙酮喷在轨顶或轨头侧面上,更不允许用毛刷刷丁酮或丙酮;󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄨󠄞󠄡󠄦󠄩󠄞󠄢󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
用油灰刀将搅拌均匀的A、B胶分别涂抹在复合胶层夹板和钢轨的胶粘面上,要求均匀快速涂抹,螺孔周边宜多涂;󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄨󠄞󠄡󠄦󠄩󠄞󠄢󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
涂胶和组装作业要求在6~8分钟内完成,温度高允许作业时间短,温度 低允许作业时间长。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄨󠄞󠄡󠄦󠄩󠄞󠄢󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
(二) SY-TG2快固胶使用
SY-TG2快固胶是一种三组份,低温快速固化胶粘剂,具有较高的胶接强度和耐介质性能, 可用于现场粘接钢轨接头等。SY-TG2快固胶分为A、B、C三个组份,A组份为白色或乳白色糊状物,B组份为淡黄色糊状物,C组份为粉末状固体。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄨󠄞󠄡󠄦󠄩󠄞󠄢󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
胶粘剂混合后经过一段时间会凝胶,这段时间定义为固化时间,因SY-TG2快固胶的固化速度较快,因此胶粘剂的组装作业必须在6~8分钟内内完成,环境温度越高要求组装时间越短。使用方法:󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄨󠄞󠄡󠄦󠄩󠄞󠄢󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
1、钢轨和夹板胶粘面的表面除锈,露出钢材本体色释后,用丙酮或丁酮等挥发性溶剂擦洗,去除表面的残渣,溶剂挥发后待用。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄨󠄞󠄡󠄦󠄩󠄞󠄢󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
2、将B组份全部倒入A组份中,不得有B组份残留在容器内。将A、B两组份用力快速搅拌2分钟,以达到充分混合。再将C组份全部倒入,并快速搅拌1分钟。混胶和搅拌对最终接头的性能影响很大,混合均匀的胶粘剂才能粘接出好的接头。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄨󠄞󠄡󠄦󠄩󠄞󠄢󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
3、混好后的胶应即从瓶中倒出,快速摊薄,均匀涂抹在钢轨或夹板表面。由于在瓶中大陀的胶粘剂很容易因自身固化时的放热散不出去加速固化,导致无法涂抹和无法装配。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄨󠄞󠄡󠄦󠄩󠄞󠄢󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
4、在胶粘剂的使用期内尽快装配钢轨和胶接绝缘夹板,拧紧螺栓。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄨󠄞󠄡󠄦󠄩󠄞󠄢󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
特别注意事项:
①请保持打磨和清洗的钢轨和鱼尾板表面清洁、干燥;󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄨󠄞󠄡󠄦󠄩󠄞󠄢󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
②请保证整个过程中使用的搅拌工具、涂抹工具清洁干燥;󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄨󠄞󠄡󠄦󠄩󠄞󠄢󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
③请保证不徒手触碰涂好胶的钢轨和夹板表面。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄨󠄞󠄡󠄦󠄩󠄞󠄢󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
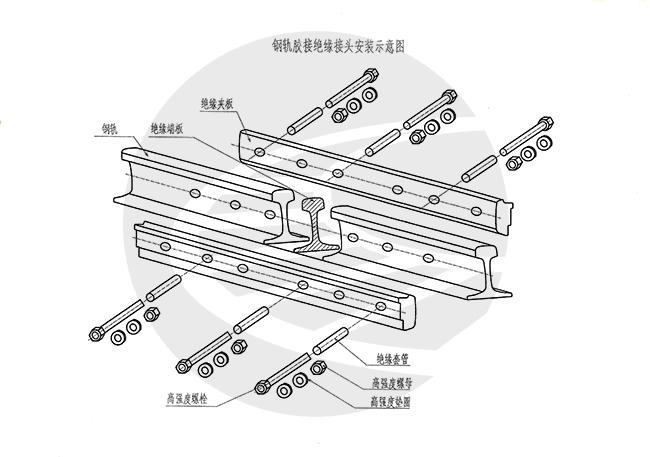
十一、安装胶接夹板:如图所示:
经检查涂胶无遗漏后,4名工人分别用定位棒抬起2块胶接夹板,其中2名工人用定位棒插入一块夹板的①、⑥螺孔,另2名工人将定位棒插入另一块夹板的②、⑤螺孔,并与钢轨组装,定位棒顶紧夹板,使夹板与钢轨胶粘面完全密贴,上下均无间隙,迅速在③、④螺孔内穿入带有垫圈的螺栓,若为胶接绝缘接头,应在螺栓上套上绝缘套管,再套上另一垫圈,拧上螺母。再将套有垫圈和绝缘套管的螺栓分别穿入①、⑥和②、⑤螺孔,并套上垫圈,拧上螺母,按以下顺序②、⑤,③、④,①、⑥先用死板手紧固螺栓,再按以下顺序③、④,②、⑤,①、⑥用测力板手紧固螺栓,要求螺栓扭力矩达到1400N. m,6套螺栓全紧固一遍后,用道钉錘敲打夹板,再复紧螺栓,如此重复3次,直至螺栓保持规定的扭力矩不衰减。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄨󠄞󠄡󠄦󠄩󠄞󠄢󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
十二、应当特别注意:任何情况下,现场进行胶粘钢轨绝缘接头作业,都必须携带喷灯和尼龙槽型板,以防万一出现电绝缘故障,能及时采取加热(至300℃左右)解体,并实施开通线路的应急措施。󠄐󠄹󠅀󠄪󠄡󠄣󠄞󠄥󠄨󠄞󠄡󠄦󠄩󠄞󠄢󠄣󠄩󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
现场胶接绝缘接头安装示意图:
执行标准:TB/T2975-2010《铁路钢轨胶接绝缘接头技术条件》
附表A 现场施工机具配备表
| 序号 | 名 称 | 单位 | 数量 |
| 1 | 切轨机 | 台 | 1 |
| 2 | 钢轨钻孔机 | 台 | 1 |
| 3 | 角磨机(100mm) | 台 | 2 |
| 4 | 钢轨端面打磨机 | 台 | 1 |
| 5 | 钢轨倒角器(倒棱器) | 台 | 1 |
| 6 | 发电机 | 台 | 1 |
| 7 | 起道机 | 台 | 1 |
| 8 | 液压钢轨拉伸器(或液压轨缝调整器) | 台 | 1 |
| 9 | 万用表 | 台 | 1 |
| 10 | 道钉锤 | 把 | 1 |
| 11 | 死扳手、活扳手 | 把 | 各1 |
| 12 | 测力扳手(0~2000N.m) | 把 | 1 |
| 13 | 扁铲 | 把 | 1 |
| 14 | 1m钢板尺 | 把 | 1 |
| 15 | 塞尺 | 把 | 1 |
| 16 | 道尺 | 把 | 1 |
| 17 | 41mm套筒 | 个 | 1 |
| 18 | 铁架(或夹板支承架) | 个 | 2 |
| 19 | 定位棒 | 个 | 4 |
| 20 | 喷灯 | 个 | 1 |
| 21 | 喷雾器 | 个 | 1 |
| 22 | 撬棍 | 根 | 2 |
| 23 | 螺孔间距检查样板(或卷尺) | 套(把) | 1 |
| 24 | 湿度、温度计 | 套 | 1 |
| 25 | 镜子 | 面 | 1 |
附表B 现场安装用材料表
| 序号 | 名 称 | 单位 | 数量 |
| 1 | 胶接绝缘夹板(每1接头) | 块 | 2 |
| 2 | 6 mm或8mm厚端板(绝缘接头用,每1接头) | 块 | 1 |
| 3 | 绝缘套管(仅用于绝缘接头,每1接头) | 个 | 6 |
| 4 | M24×160 12.9s级螺栓、螺母和垫圈(每1接头) | 套 | 6 |
| 5 | 胶粘剂(A、B胶)(每1接头) | 套 | 1 |
| 6 | 毛刷(每1接头) | 把 | 1 |
| 7 | 油灰刀(每1接头) | 把 | 1 |
| 8 | 砂布(每1接头) | 张 | 1 |
| 9 | 白布(每1接头) | 块 | 1 |
| 10 | 口罩(每1接头) | 个 | 1 |
| 11 | 手套(每1接头) | 付 | 1 |
| 12 | 角磨片(每1接头) | 片 | 3 |
| 13 | 切轨砂轮片(每1接头) | 片 | 1 |
| 14 | 碗形砂轮(每1接头) | 个 | 1 |
| 15 | 钢丝轮(每1接头) | 个 | 1 |
| 16 | 丁酮或丙酮(每1接头) | ml | 250 |
注明:角磨片、切轨砂轮片、碗形砂轮、钢丝轮和丁酮或丙酮(易燃易爆品)由施工单位配备,
其余材料由厂家提供。


