
一、适用范围
本指导书适用于管内P60钢轨铝热焊焊接作业及委外铝热焊焊接作业监督指导,P50钢轨铝热焊可参考本指导书执行。
二、人员配置
每个焊轨作业组至少包含3名具有“铝热焊焊轨资质培训合格证”的主要焊轨人员,配足辅助人员和防护员。
三、准备工作
1.工具、材料准备。
| 序号 | 工具、材料名称 | 计量单位 | 数量 | 备注 |
| 1 | 发电机 | 台 | 1 | 功率根据使用机具确定 |
| 2 | 仿形打磨机 | 台 | 1 | 含平衡杆 |
| 3 | 钢轨拉伸机 | 台 | 1 | 根据焊接条件确认使用型号(应具备保压功能) |
| 4 | 推瘤机 | 台 | 1 | 含摇棒 |
| 5 | 锯轨机 | 台 | 2 | 含支架、至少5片切割片 |
| 6 | 角磨机 | 台 | 2 | 含角磨片3片、钢丝球3个 |
| 7 | 钻眼机 | 套 | 1 | 含水桶、定位尺、钻头 |
| 8 | A型对正架 | 套 | 2 | 含轨脚撑(大楔铁、小楔铁)、扳手2把 |
| 9 | 模具 | 套 | 1 | 含侧模、底膜、夹具 |
| 10 | 坩埚叉/火钳 | 把 | 1 | 法焊/德焊 |
| 11 | 接渣盘 | 个 | 1 | |
| 12 | 扳弯器 | 把 | 1 | 法焊 |
| 13 | 大锤 | 把 | 1 | 8磅 |
| 14 | 宰子 | 把 | 1 | 或电磨机1台(含磨头) |
| 15 | 预热装置预热气管 | 套 | 1 | 含气管、预热枪、支架、氧气和丙烷减压器 |
| 16 | 火钳/坩埚插 | 把 | 1 | 德焊/法焊 |
| 17 | 焊剂 | 套 | 2 | 根据焊接钢轨材质配置 |
| 18 | 铝热焊砂锅 | 套 | 2 | 根据焊接钢轨材质配置 |
| 19 | 密封膏 | 条 | 2 | |
| 20 | 封箱泥/沙 | 桶/袋 | 1 | |
| 21 | 挡火板 | 块 | 1 | |
| 22 | 平头铲 | 把 | 1 | |
| 23 | 丁字套筒/内燃扳手 | 把 | 2 | |
| 24 | 450mm活动扳手 | 把 | 2 | |
| 25 | 检查镜子 | 块 | 1 | 检查焊筋底部 |
| 26 | 尖点塞尺 | 把 | 1 | |
| 27 | 1米平直尺 | 把 | 1 | |
| 28 | 秒表 | 块 | 1 | |
| 29 | 钢直尺 | 把 | 2 | 150mm |
| 30 | 角尺 | 把 | 1 | 检查钢轨端面垂直度 |
| 31 | 毛刷 | 把 | 4 | |
| 32 | 钢丝刷(或钢丝网球) | 把 | 2 | |
| 33 | 轨温计 | 块 | 1 | |
| 34 | 红外线测温仪 | 个 | 1 | 经鉴定合格 |
| 35 | 视频记录仪 | 台 | 1 | 含支架、内存按录像时长不少于90分钟配置 |
| 36 | 铝热焊记录表 | 张 | 1 | |
| 37 | 印刷轨号字模 | 套 | 1 | |
| 38 | 堵漏棒 | 根 | 2 | 法焊 |
| 39 | 钢卷尺 | 把 | 2 | 5米、30米各一把 |
| 40 | 无缝夹具/花夹板 | 副 | 1 | 含紧固配件 |
| 41 | 短轨头 | 个 | 1 | 30mm、50mm、80mm各一个 |
| 42 | 轨缝调整器 | 台 | 1 | 含摇把 |
| 43 | 脚套 | 双 | 3 | 根据操作人员数量增加 |
| 44 | 电焊手套 | 双 | 3 | |
| 45 | 护目镜 | 副 | 2 | |
| 46 | 手电筒 | 把 | 1 | 封箱结束后检查砂模内部钢轨端头位置 |
| 47 | 大伞 | 把 | 2 | 根据天气情况配备 |
注:该数量为焊接一个头的基本配置,如需焊接多个头时工具、材料准备根据实际配置。
2.工料具清点。
第一次:出库装运时清点。按工具、材料准备表清点工料具是否齐全、机具运转是否良好。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄣󠄦󠄞󠄡󠄠󠄨󠄞󠄡󠄦󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
第二次:到达焊接地点,至少天窗下达30分钟前清点。调试所有机器运转良好,工料具齐全。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄣󠄦󠄞󠄡󠄠󠄨󠄞󠄡󠄦󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
3.焊接准备工作。
(1)线上焊接时,对焊接头前后各50米线路扣件进行紧固。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄣󠄦󠄞󠄡󠄠󠄨󠄞󠄡󠄦󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
(2)将工料具放置到位,排除火灾隐患,设置弃物坑。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄣󠄦󠄞󠄡󠄠󠄨󠄞󠄡󠄦󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
(3)待焊钢轨确认。新旧轨焊接时,两钢轨垂磨差不得大于4mm、侧磨不得大于3mm,轨端面垂直偏差不得大于1mm。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄣󠄦󠄞󠄡󠄠󠄨󠄞󠄡󠄦󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
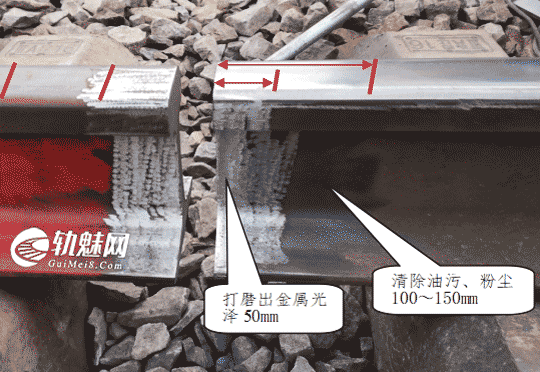
(4)钢轨除锈。使用角磨机(钢丝球)距端头100~150mm范围内清除油污和粉尘;距端头50mm范围内轨头、轨腰打磨出金属光泽,表面不能有凹坑,遇轨腰有突出标记时须打磨平整,如下图所示。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄣󠄦󠄞󠄡󠄠󠄨󠄞󠄡󠄦󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
(5)钢轨除湿。钢轨轨温低于35℃时,应对待焊钢轨端面各不小于400mm范围内进行烘烤干燥,轨温应达到35~40℃间。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄣󠄦󠄞󠄡󠄠󠄨󠄞󠄡󠄦󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
(6)燃气瓶预热。铝热焊接作业现场气温低于10℃时,应对燃气瓶(液化气或氧气)采取预热措施(采用热水淋浇或预热带预热),预热温度到35℃左右,保证气体供给压力达标,同步安装回火防止器。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄣󠄦󠄞󠄡󠄠󠄨󠄞󠄡󠄦󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮

(7)焊剂状态确认。焊剂袋无破损、不受潮、焊剂无结块;不同材质的钢轨焊接时,焊剂类型应按“就低不就高”的原则选用;特殊材质焊接时,按特殊工艺规定执行。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄣󠄦󠄞󠄡󠄠󠄨󠄞󠄡󠄦󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
(8)钢轨对正。使用保压功能拉伸机调整轨缝,轨缝宽度按焊接设备厂家操作手册确定(德焊在轨脚测量,轨缝按27~30mm预留;法焊在轨头测量,轨缝按25~28mm预留),轨缝的调整不应出现轨底处间隙大于轨头处间隙。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄣󠄦󠄞󠄡󠄠󠄨󠄞󠄡󠄦󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
第一步:轨头对正。尖点设定使用尖点塞尺或其他参照物测量,根据不同焊接设备厂家操作手册确定(德焊按a1=1.8~2.3mm,法焊木枕a1=3.2mm、砼枕a1=1.6mm),轨头水平不得有错边。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄣󠄦󠄞󠄡󠄠󠄨󠄞󠄡󠄦󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
第二步:轨脚对正。不等倾斜调整时轨脚不能有错边。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄣󠄦󠄞󠄡󠄠󠄨󠄞󠄡󠄦󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
第三步:高差对正。尖点对正达到设定要求后,方可进行高差调整,磨耗多的一端不动,调整磨耗少(新轨)的一端。新旧轨高差小于2mm时,轨底对平齐,高差预留在轨顶;高差大于2mm、小于4mm时,轨底和轨顶错台按不超过2mm调整,原则上轨底和轨顶均匀分配错台。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄣󠄦󠄞󠄡󠄠󠄨󠄞󠄡󠄦󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
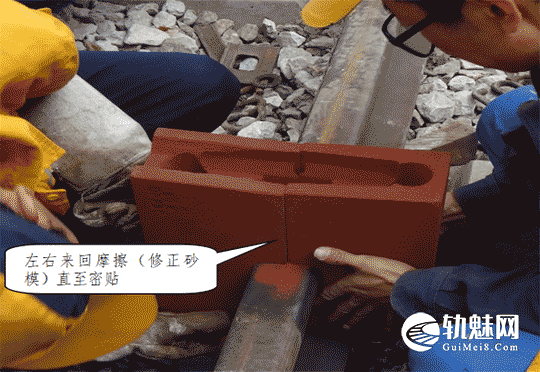
(9)上模。模具固定前,将2片砂模合拢于焊接头处左右来回摩擦(修正砂模)直至密贴,然后拆开清理砂模残渣,之后重新上模和底座。砂模要与钢轨表面密贴,底模、侧模居中,不能倾斜;封箱泥不能放在轨枕或石渣上,保持封箱泥清洁;封箱结束后作业人员交叉检查,再次确认封箱状态,重点检查底模与侧模接合部是否密实。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄣󠄦󠄞󠄡󠄠󠄨󠄞󠄡󠄦󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
(10)保护钢轨。封箱结束后,使用封箱泥(砂)敷盖在轨头及轨底表面裸露部分防止溅液灼伤钢轨,两边敷盖长度各不少于200mm,如在道岔区段临近钢轨距离小于200mm时,应同步使用箱泥(砂)敷盖在轨头及轨底表面裸露部分。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄣󠄦󠄞󠄡󠄠󠄨󠄞󠄡󠄦󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
四、焊接作业
1.预热支架调整。火嘴居中,与钢轨面保持一定的距离(见参数对比参考表);预热支架中心点与轨面中线一致,不能倾斜。
2.预热枪点火。调整氧气(丙烷)和乙炔压力(压力值根据不同焊接设备厂家操作手册确定),预热枪点火先打开氧气(丙烷)阀门点火,然后调整乙炔流量控制火苗颜色。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄣󠄦󠄞󠄡󠄠󠄨󠄞󠄡󠄦󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
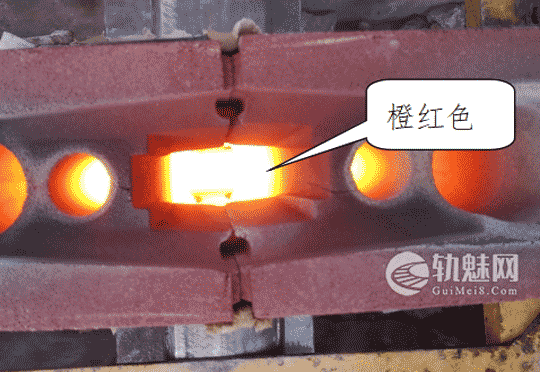
3.预热。预热枪放入预热支架后,利用氧气(丙烷)和乙炔压力阀调整火苗高度,一般火苗高度应高于轨面500mm左右,调整结束后开始计时,预热时间参考不同焊接设备厂家操作手册。预热开始3分半钟后,随时观察两轨端钢轨颜色,根据温度变化调整预热火嘴的位置,重点观察轨腰和轨底三角区温度的变化,两端颜色要均匀;达到预热温度800~850度(橙红色)时,停止预热,并记录好预热时间;预热过程中随时观察气流的工作压力。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄣󠄦󠄞󠄡󠄠󠄨󠄞󠄡󠄦󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮

4.焊药准备。预热到1分半钟后准备焊药。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄣󠄦󠄞󠄡󠄠󠄨󠄞󠄡󠄦󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
5.焊药点火。预热结束后,迅速将分流塞放入砂模浇注口并压紧,放置坩埚,并在30秒内点燃焊药,同时用秒表记录好反应时间、平静时间做好记录。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄣󠄦󠄞󠄡󠄠󠄨󠄞󠄡󠄦󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
6.封箱开凿。钢水浇铸后平静时,在轨底封箱处开凿小孔进行放散水蒸气,降低轨底焊筋位置的伤损率。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄣󠄦󠄞󠄡󠄠󠄨󠄞󠄡󠄦󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
7.拆模及推瘤。使用扳弯器扳断浇筑棒后进行推瘤,推瘤前应检查刀口状态,刀口平齐不得有毛边,刀口每推瘤10个头应进行一次更换或整修;推瘤时应迅速、一步到位,避免中途停止。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄣󠄦󠄞󠄡󠄠󠄨󠄞󠄡󠄦󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
8.打磨。
(1)热打磨
打磨余高a1值不少于1mm,打磨过程不得拆除对正架(三角铁支垫锁紧时除外)。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄣󠄦󠄞󠄡󠄠󠄨󠄞󠄡󠄦󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
(2)冷打磨
扣件恢复后进行冷打磨,打磨预留量a1值在0.3~0.5mm间。为便于冷打磨、钢轨探伤等,采取强制降温时钢轨温度应不高于300℃。新钢轨焊接精打磨长度不应超过焊缝中心线两侧各400mm。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄣󠄦󠄞󠄡󠄠󠄨󠄞󠄡󠄦󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
9.焊接作业德焊与法焊参数对比参考表。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄣󠄦󠄞󠄡󠄠󠄨󠄞󠄡󠄦󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
| 序号 | 项目 | 德焊 | 法焊 |
| 1 | 预热点火调节 | 氧气全开,丙烷辅助调节 | 丙烷全开,氧气辅助调节 |
| 2 | 预热时丙烷压力 | 1.2bar(0.12Mpa) | 0.7bar(0.07Mpa) |
| 3 | 预热时氧气压力 | 4.5bar(0.45Mpa) | 4.9bar(0.49Mpa) |
| 4 | 预热枪高度 | 距离轨面30~40mm,喷嘴垂直居中 | 距离轨面50mm(+3、-2mm),喷嘴垂直居中 |
| 5 | 火焰类型 | 中性火焰(焰芯长度15~20mm) | 中性火焰(焰芯长度12mm) |
| 6 | 预热时间 | 3分30秒~4分30秒 | 5分钟 |
| 7 | 高温火柴插入深度 | 火柴的2/3长度 | 火柴最深插入25mm
(30秒钟内点燃) |
| 8 | 焊剂反应时间 | 7~15秒 | 25秒左右 |
| 9 | 钢水镇静时间 | 6~18秒 | |
| 10 | 拆模 | 4分30秒后拆除侧模及底板,浇注完毕30分钟后,打掉浇注棒。 | 5分钟后 |
| 11 | 推瘤 | 浇注完毕7分30秒拆除除轨头砂型,7分40秒开始推瘤 | 6分30秒后 |
| 热打磨 | 推瘤完成后立即打磨 | ||
| 12 | 冷打磨 | 焊头温度降低至环境温度 | 浇铸完成60分钟后 |
| 13 | 拆除对正架 | 粗打磨开始20分钟后 | 浇注结束15分钟后 |
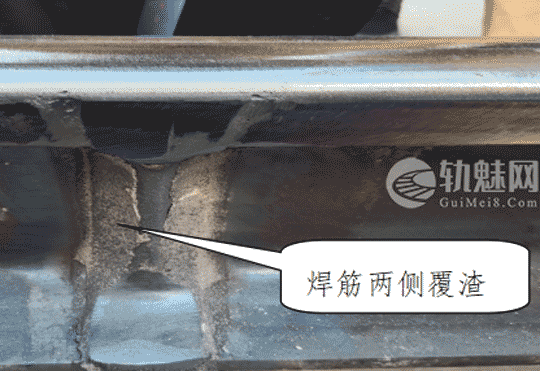
10.清理焊筋。使用角磨机(钢丝球)、宰子(或电磨机)等打磨清理焊焊筋,焊筋应打磨平整,夹渣须清除干净。

11.收尾工作。填埋废弃物,回收工料具(含废钢料),完善焊接记录表并签认。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄣󠄦󠄞󠄡󠄠󠄨󠄞󠄡󠄦󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
12.探伤。24小时不能进行探伤时,应进行无损加固处理。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄣󠄦󠄞󠄡󠄠󠄨󠄞󠄡󠄦󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
五、视频记录仪记录要求
视频记录仪主要记录:主要焊接人员、推瘤机编号(型号)、仿型打磨机编号(型号)、焊剂类型(编号)、焊接接头两侧各150mm范围内轨腰轨头两侧打磨除锈情况、焊接接头两侧各1米内钢轨表面状态、对轨后轨缝、气罐压力、预热开始至推瘤结束整个过程、焊接接头处钢轨轨号、钢轨焊接作业记录表。视频记录仪记录操作要求如下。
1.钢轨除锈结束后开始使用视频记录仪记录。首先手持视频记录仪逐一确认主要焊接人员、推瘤机编号(型号)、仿型打磨机编号(型号)、焊剂类型(编号)、焊接接头两侧各150mm范围内轨腰轨头两侧打磨除锈情况、焊接接头两侧各1米内钢轨表面状态、对轨后轨缝、气罐压力,视频记录指向确认的人员、工料具同时手比口呼确认。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄣󠄦󠄞󠄡󠄠󠄨󠄞󠄡󠄦󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
2.预热开始前使用支架固定视频记录仪。支架视频记录仪处所应能清晰记录焊接过程,记录预热开始至推瘤结束整个过程。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄣󠄦󠄞󠄡󠄠󠄨󠄞󠄡󠄦󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
3.推瘤结束后手持视频记录仪逐一记录焊接接头处钢轨轨号、钢轨焊接作业记录表,视频记录同时手比口呼确认。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄣󠄦󠄞󠄡󠄠󠄨󠄞󠄡󠄦󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮


