钢轨打磨技术起源于20世纪50年代,经过60多年的发展已经成为高速和重载铁路一项重要的钢轨修理技术。采用钢轨打磨技术可有效治理和控制钢轨表面病害,改善行车平稳性和安全性,延长钢轨的使用寿命,因而在世界各国铁路都得到了广泛应用。󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
为了规范高速铁路钢轨打磨作业,在中国铁路总公司的组织下,铁科院金化所起草了《高速铁路钢轨打磨管理办法》(铁总运〔2014〕357号),对我国高速铁路钢轨打磨作业质量验收作了详细规定。钢轨廓形作为衡量高速铁路钢轨打磨质量的关键因素,在《高速铁路钢轨打磨管理办法》中只有评定其是否合格的相应标准,却没有反映打磨前后钢轨廓形改善程度的指标。国外已提出采用钢轨廓形打磨质量指数 (Grinding Quality Index,GQI)对打磨质量进行评估的方法,国内刘月明等研究并使用GQI对现场打磨作业进行了评估。󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
目前,国内外计算GQI的方式相似,均为GQI=n/N×100% (其中GQI为GQI的计算值,n 为钢轨廓形中符合要求的测点数量,N 为钢轨廓形的总测点数量),这种计算方法可以直观反映打磨前后钢轨廓形的改善情况,但未对钢轨各区域廓形质量评价标准加以区分,也不能结合国内相应打磨标准给出打磨后钢轨廓形是否合格,对国内高速铁路钢轨廓形打磨质量评估及验收针对性不强。󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
本文在借鉴国外钢轨廓形打磨质量指数的基础上,结合《高速铁路钢轨打磨管理办法》中的廓形验收标准,提出了基于钢轨廓形打磨质量指数和廓形偏差曲线的评估方法,给出了钢轨廓形打磨质量指数的控制范围和打磨建议,并进行现场应用。󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
1 评估方法
1.1 钢轨廓形打磨区域划分及权重
随着高速铁路轮轨关系的深化研究,越来越多的证据表明钢轨廓形打磨到位与否直接关系着动车组的运行状态,同时钢轨各区域廓形对车辆运行状态的影响大不相同。总结来说:当钢轨轨距角(R80及R13区域)打磨不够,即轨距角处钢轨廓形较打磨目标廓形(60D或60N)凸出较多时,易引起动车组构架横向加速度报警或抖车;当钢轨轨距角打磨过多,即轨距角处钢轨廓形较打磨目标廓形(60D或60N)凹陷较多时,易引起动车组低频晃车。
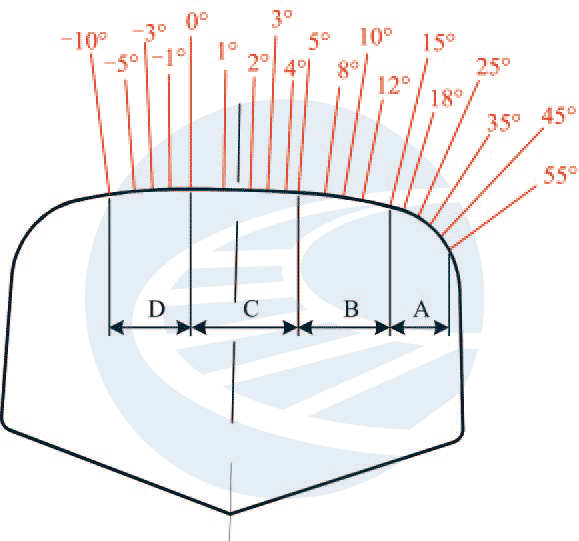
表1 钢轨廓形打磨区域与砂轮打磨角度对应关系󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
| 区域名称 | 对应砂轮打磨角度/(°) |
| A | 15~55 |
| B | 5~15 |
| C | 0~5 |
| D | -10~0 |
基于前期的理论研究,结合以往对动车组报警、抖车及晃车的治理经验,立足打磨实际,将钢轨按照打磨角度划分为A,B,C及D这4个区域(各区域分别对应不同的砂轮打磨角度,见表1和图1),同时引入各区域的廓形权重系数综合评定钢轨廓形打磨质量。
对于钢轨打磨而言,不同区域的廓形权重系数代表了该区域在钢轨打磨中的重要性,以ωA,ωB,ωC和ωD分别表示A,B,C和D这4个不同区域的廓形权重系数,满足
(式1)
ωA+ωB+ωC+ωD =1
ωA,ωB,ωC,ωD ∈ (0,1)
为了使廓形权重系数更具科学性、可行性和针对性,采用德尔菲法(也称专家咨询法),通过问卷调查钢轨打磨领域相关专家和技术人员并分析处理反馈结果,得到各区域廓形权重系数ωA=0.233,ωB=0.409,ωC=0.195,ωD=0.173。从钢轨各区域权重系数可见,其规律与前期研究得出的结论一致。
1.2 钢轨廓形打磨质量指数计算公式
钢轨廓形打磨质量指数计算时应考虑钢轨各区域廓形对车辆运行状态的影响权重,计算结果能判定钢轨打磨廓形是否合格且量化廓形合格与否的具体程度,同时还需具有数据处理简便、计算结果直观等优点。基于上述原则,根据钢轨廓形与目标廓形的偏差将GQI值的计算公式分为2种工况。
工况1:当钢轨廓形偏差数据均在《高速铁路钢轨打磨管理办法》要求范围内,即钢轨廓形打磨质量合格时,GQI值为
GQI=80+20(1-X) (式2)
$$X=\\\frac{\sum_{i=1}^{n_A}X_iw_A+\sum_{i=1}^{n_B}X_iw_B+\sum_{i=1}^{n_C}X_iw_C+\sum_{i=1}^{n_D}X_iw_D}{n_Aw_A+n_Bw_B+n_Cw_C+n_Dw_D}$$󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
$$X_i=\frac{\sigma _i}{\sigma _{i标}}$$󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
式中:nA,nB,nC,nD分别为A,B,C,D 这4个不同区域的砂轮打磨角度数量;σi为钢轨廓形i角度下的实际偏差;σi标为i 角度下《高速铁路钢轨打磨管理办法》要求的正负偏差限值,当σi为正偏差时,σi标为对应角度下《高速铁路钢轨打磨管理办法》要求的正偏差限值,当σi为负偏差时,σi标为对应角度下《高速铁路钢轨打磨管理办法》要求的负偏差限值。
工况2:当钢轨廓形在个别区域偏差超出《高速铁路钢轨打磨管理办法》要求范围时,即钢轨廓形打磨质量不合格时,GQI值为
GQI=80-20Y (式3)
$$Y=\\\frac{\sum_{i=1}^{n_A}Y_iw_A+\sum_{i=1}^{n_B}Y_iw_B+\sum_{i=1}^{n_C}Y_iw_C+\sum_{i=1}^{n_D}Y_iw_D}{n_Aw_A+n_Bw_B+n_Cw_C+n_Dw_D}$$󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
$$Y_i=\left |\frac{\sigma _i-\sigma _{i标}}{\sigma _{i标}} \right |$$󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
需要注意的是,式(3)中Y 的分子部分只对廓形偏差超限区域进行计算,若该区域廓形偏差σi均在《高速铁路钢轨打磨管理办法》要求范围内时,|σi-σi标|=0,从而该区域取值\(\sum_{i=1}^{n}Y_iw=0\)。也就是说,式(3)是在合格数值80基础上,根据廓形偏差超限区域的超限程度予以减分。
从式(2)和式(3)可见,当GQI值≥80时,钢轨打磨质量合格,且分数越高,实测廓形和目标廓形越接近;当GQI值<80时,则钢轨打磨质量不合格,分数越低,实测廓形和目标廓形偏离程度越大。󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
1.3 钢轨廓形偏差曲线
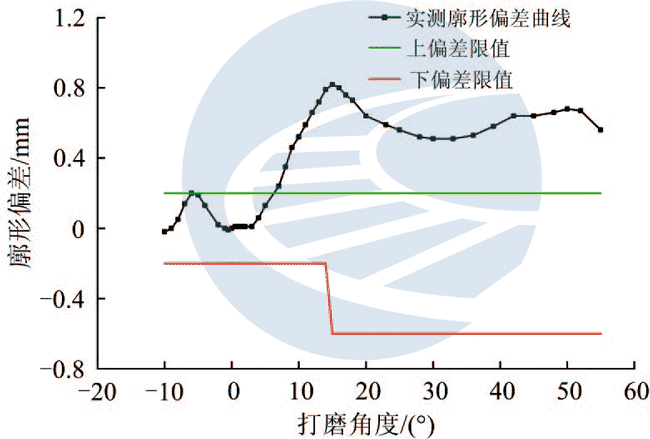
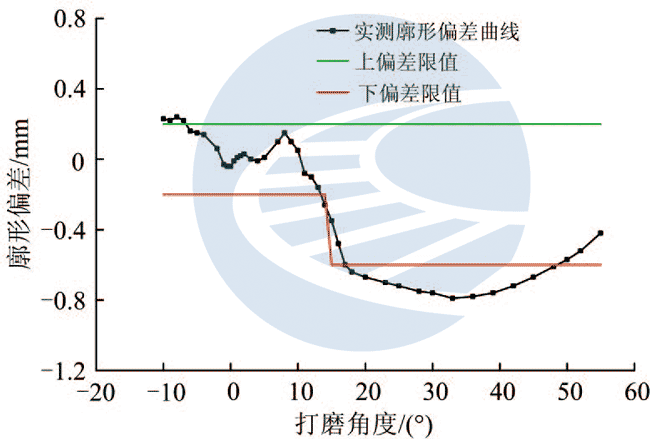
钢轨打磨廓形偏差曲线是以打磨角度为横坐标,以钢轨廓形与目标廓形间偏差为纵坐标的一系列点的趋势图。从上文GQI的计算公式可知,实测廓形为正偏差或负偏差时,两者最终的GQI值可能相同。GQI值为40.6和40.8时的廓形偏差曲线分别如图2和图3所示。图2中实测钢轨廓形在打磨角度为+6°以上时均为正偏差,且超出《高速铁路钢轨打磨管理办法》要求正偏差限值(打磨角度-10°~+55°正偏差限值为+0.2mm),最终GQI值为40.6;图3中实测钢轨廓形在打磨角度为+2°以上时均为负偏差,且超出《高速铁路钢轨打磨管理办法》要求负偏差限值(打磨角度-10°~+15°负偏差限值为-0.2mm,+15°~+55°负偏差限值为-0.6mm),最终GQI值为40.8,两者GQI值相近,但廓形偏差趋势差异极大。所以,引入钢轨打磨廓形偏差曲线,不仅可以区分相同GQI指数下钢轨廓形的差别,而且可以直观地反映出钢轨廓形在不同打磨角度下的偏差趋势,为实际打磨作业提供依据。


2 现场应用
使用该评估方法分别对出现动车组构架横向加速度超限报警及车体低频晃车的典型线路进行了分析,钢轨廓形打磨质量指数计算中目标廓形为设计廓形60D。
2.1 动车组构架横向加速度超限报警
以郑徐高铁及京沪高铁为例,对报警区段及未报警区段钢轨GQI值和偏差曲线进行了分析,GQI值结果见表2,典型钢轨廓形偏差曲线如图4和图5所示。由表2及图4和图5可见:与设计廓形60D相比,出现报警区段的廓形偏差曲线均超出标准要求正偏差限值,同时其GQI值较低,郑徐高铁报警区段左股GQI值为52~60、右股GQI值为64~87,其中GQI值低于60的占50%、低于70的占80%;京沪高铁报警区段左股GQI值为48~68、右股GQI值为50~65,其中GQI值低于60的占80%、低于70的占100%;在未出现报警区段的同一行别线路上,不管是郑徐高铁还是京沪高铁,其廓形偏差曲线大部分都在标准要求范围内,GQI值在70以上的占100%,其中高于75的占90%。
表2 同一线路不同区段钢轨GQI值󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
| 线路 | 上下行 | 构架报警情况 | 里程 | GQI | |
| 左股 | 右股 | ||||
| 郑徐高铁 | 下行 | 报警(报警车型CRH380B) | K472+800 | 52.8 | 64.5 |
| K472+760 | 59.8 | 77.6 | |||
| K472+680 | 58.0 | 67.3 | |||
| K472+640 | 59.9 | 86.9 | |||
| K472+600 | 53.8 | 64.2 | |||
| 下行 | 未报警 | K234+000 | 82.7 | 74.9 | |
| K234+050 | 78.6 | 77.9 | |||
| K234+080 | 77.9 | 76.8 | |||
| K234+100 | 76.2 | 74.2 | |||
| K234+120 | 78.0 | 79.1 | |||
| 京沪高铁 | 上行 | 报警(报警车型CRH400AF) | K691+850 | 48.9 | 50.8 |
| K691+800 | 55.9 | 57.8 | |||
| K691+750 | 53.1 | 64.3 | |||
| K691+700 | 54.6 | 59.2 | |||
| K691+650 | 68.0 | 51.4 | |||
| 上行 | 未报警 | K691+400 | 75.0 | 78.2 | |
| K691+300 | 77.7 | 79.5 | |||
| K691+200 | 74.2 | 79.6 | |||
| K691+100 | 78.4 | 79.0 | |||
| K691+000 | 75.1 | 83.5 | |||

2.2 动车组车体低频晃车
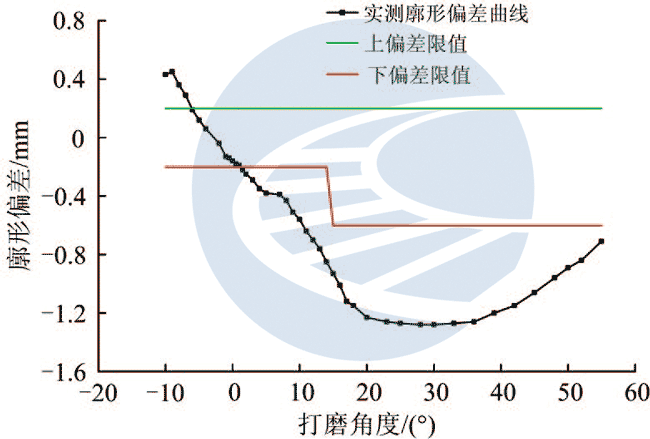
以沪蓉线和杭深线为例,对出现晃车区段和未出现晃车区段钢轨的GQI值和偏差曲线进行了分析,GQI值结果见表3,典型钢轨廓形偏差曲线如图6和图7所示。由表2和表3及图4—图7可见:
表3 同一线路不同区段钢轨GQI值󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
| 线路 | 行别 | 晃车情况 | 里程 | GQI | |
| 左股 | 右股 | ||||
| 沪蓉线 | 下行 | 晃车(打磨前) | K507+000 | 51.6 | 75.0 |
| K508+000 | 55.6 | 75.9 | |||
| K509+000 | 38.3 | 69.8 | |||
| K510+000 | 26.9 | 75.9 | |||
| K511+500 | 61.9 | 56.7 | |||
| K509+500 | 79.0 | 78.9 | |||
| K510+000 | 76.2 | 77.0 | |||
| 杭深线 | 上行 | 晃车 | K344+050 | 68.2 | 39.0 |
| K344+350 | 55.5 | 74.7 | |||
| K344+680 | 57.9 | 63.3 | |||
| K344+835 | 56.5 | 60.3 | |||
| K345+085 | 64.3 | 57.0 | |||
| 未晃车 | K204+675 | 93.5 | 79.9 | ||
| K205+870 | 78.5 | 94.9 | |||
| K213+350 | 91.0 | 85.2 | |||
| K213+900 | 93.4 | 90.2 | |||
| K216+155 | 92.6 | 90.5 | |||
| K218+755 | 89.0 | 79.9 | |||
晃车区段钢轨GQI值和廓形偏差规律与报警区段相差较大,报警区段左右股钢轨廓形偏差曲线均超出标准要求正偏差限值,而晃车区段以左右股廓形偏差曲线同时超出负偏差限值为主,但也存在一股超出正偏差限值、另一股超出负偏差限值的情况(即2股钢轨廓形明显不对称);晃车区段GQI值变化幅度较大,沪蓉线实测钢轨GQI值为26~76,GQI值低于70的占70%、低于60的占50%;杭深线实测钢轨GQI为39~75,GQI值低于70的占90%、低于60的占50%;杭深线未出现晃车的杭甬段及沪蓉线晃车区段打磨后(晃车消失)的钢轨GQI值在70以上的占比100%,高于75的占比也达到了100%,且GQI值的变化范围较小。
2.3 综合分析
从上述对动车组构架报警和晃车的分析可见,当钢轨廓形偏差曲线超出正偏差限值且GQI值大部分低于60时,容易导致动车组出现构架报警;而当钢轨偏差曲线超出负偏差限值且GQI值大部分低于70或钢轨GQI值小于80且左右股钢轨GQI差值大于20时,容易导致动车组出现晃车。
所以,保证线路钢轨GQI值大于70且GQI变化范围较小,可以有效减轻或消除动车组构架报警、晃车等异常振动,提高动车组的运行品质。󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
3 钢轨廓形打磨质量指数控制
除上述典型线路的分析数据外,还对大量实测钢轨廓形进行了质量评估,基于上述评估数据基础,结合前期对动车组晃车、报警及抖车等异常振动的研究,初步提出钢轨廓形打磨质量指数分级及打磨建议见表4,其中钢轨廓形打磨质量评判以《高速铁路钢轨打磨管理办法》为基准。
表3 同一线路不同区段钢轨GQI值󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
| GQI值 | 钢轨廓形打磨质量 | 打磨建议 | 备注 |
| 80~100 | 合格 | 钢轨廓形状态良好,可延长打磨周期或按正常预防性打磨周期进行钢轨打磨。 | |
| 70~80 | 不合格 | 钢轨廓形状态欠佳,较小概率导致动车组异常振动,可按正常预防性打磨周期或提前安排下次钢轨预防性打磨。 | 重点打磨区域可根据钢轨廓形偏差曲线决定。 |
| 60~70 | 钢轨廓形状态较差,较大概率导致动车组异常振动,建议尽快安排钢轨打磨。 | ||
| <60 | 钢轨廓形状态极差,极易导致动车组异常振动,需立即安排打磨。 |
4 结 论
(1)提出的GQI值计算公式考虑了钢轨各区域廓形对车辆运行状态的影响权重,计算结果不仅能评判钢轨打磨廓形是否达到《高速铁路钢轨打磨管理办法》要求,而且可以量化表征打磨后钢轨廓形与目标廓形偏离或者吻合的程度。
(2)大量实测数据验证表明,钢轨廓形偏差曲线超出正偏差限值且GQI值大部分低于60时,容易导致动车组出现构架报警;钢轨廓形偏差曲线超出负偏差限值且GQI值大部分低于70或者GQI值小于80且左右股钢轨GQI差值大于20时,容易导致动车组出现晃车;保证GQI值大于70且GQI变化范围较小,可以有效减轻或消除动车组构架报警、晃车等异常振动,提高动车组的运行品质。󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
(3)采用钢轨廓形偏差曲线并结合钢轨廓形打磨质量指数的评估方法,不仅可以对钢轨打磨质量进行评估,而且可以对钢轨廓形状态是否会导致动车组异常振动进行预测,进而给出合理的钢轨打磨建议。󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
文章来源:
原文名称:高速铁路钢轨廓形打磨质量评估方法及应用󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
作者信息:俞喆,张金,张训全,高凡,田常海󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
(1.中国铁道科学研究院集团有限公司金属及化学研究所,北京 100081;2.中国铁道科学研究院集团有限公司电子计算技术研究所,北京 100081)󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
期刊信息:中国铁道科学 2020年第41卷,第1期󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮


