1 概述
钢轨打磨是钢轨病害预防和修理的有效手段。通过钢轨打磨可减轻或修复钢轨表面伤损,减缓小半径曲线钢轨侧磨,预防滚动接触疲劳等病害的发生,有效改善轮轨匹配关系,提高列车运行品质,延长钢轨使用寿命。随着我国铁路的快速发展和与国外交流的增加,钢轨打磨逐渐受到中国铁路总公司和各铁路局的高度重视。但如何打磨、打磨的质量如何验收一直困扰着各铁路局管理部门。本文探讨打磨后钢轨廓形的验收问题。
《高速铁路钢轨打磨管理办法》(铁总运〔2014〕357号)要求钢轨打磨的验收指标包括:打磨廓形、轮轨接触光带、打磨深度、打磨面粗糙度、发蓝带、打磨平面宽度、打磨砂轮起落部位的砂轮磨痕、波磨钢轨打磨前后谷深、滚动接触疲劳轨表面残留裂纹、擦伤轨表面硬度等。上述验收指标中钢轨光带、车辆平稳性等与打磨模板设计的好坏、打磨策略有关,并不能单纯地应用来评价打磨车的作业质量,因此国外提出利用钢轨打磨质量指数GQI(GrindingQualityIndex)对打磨车的作业质量进行验收,同时也可以用于判断钢轨是否需要打磨。󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
本文在参考国外钢轨打磨质量指数相关文献的基础上,提出钢轨打磨质量指数的计算方法,并对其现场应用情况进行介绍。󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
2 钢轨打磨质量指数的计算方法
2.1 钢轨型面测量
国内外钢轨型面测量方式主要分接触式和非接触式2种。接触式测量以丹麦的Miniprof钢轨型面测量仪(图1)为代表,非接触式测量主要以激光测量为主。

图1 Miniprof钢轨型面测量仪
本文中钢轨型面的测量主要采用Miniprof钢轨型面测量仪。在测试过程中一定要使用测量仪配套的伸长杆,这样测得的型面才能真实反映钢轨的倾斜角度,与打磨模板对比时无须进行旋转。
2.2 钢轨打磨质量指数计算方法
钢轨打磨质量指数计算前首先需要对齐实测型面和打磨模板。
选择轨距点(最高点下16mm处)对齐,然后上下平移实测钢轨断面,计算实测断面某点与目标模板所有点间的距离,取最小距离点为该点与目标模板的偏差,逐次计算实测断面所有点与目标模板的偏差。计算距离小于某一限值(暂定0.3mm)的点所占的百分比,最终取实测模板上下平移过程中得到的最大百分比为钢轨打磨质量指数。GQI的计算式为󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
GQI=n/N×100%󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
式中:n为实测断面与打磨模板间距离<0.3mm的点的数量;N为实测断面轨距点到轨宽2/3处轨顶点间点的个数。󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
基于上述计算方法,研发了利用钢轨打磨质量指数对打磨廓形进行评估和验收的软件,其界面如图2所示。󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
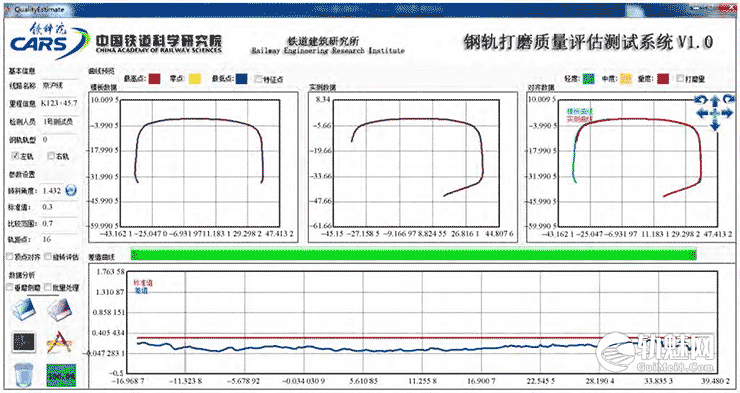
图2 钢轨打磨质量评估测试系统软件界面
3 钢轨打磨质量指数的应用
2015年5月在宝兰线进行试用。由于现场无法得到打磨模板的廓形,因此从3个方面对打磨廓形进行验收:打磨前后的GQI变化情况、纵向GQI变化情况、左右轨GQI变化情况。
3.1 打磨前后的GQI变化情况
将打磨后现场实测的某一廓形作为打磨模板,对打磨前后钢轨断面的变化情况进行评价。
对打磨前后的钢轨进行了GQI计算,结果见表1。可见,打磨前与打磨后的钢轨断面有明显的差异,在打磨前,除K55+100,K54+800外钢轨打磨质量指数GQI均较低,右轨GQI在39.5%~59.7%,左轨在14.0%~40.6%。可见,该区段钢轨断面与目标廓形的差异较大,应及时进行钢轨打磨。󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
表1 打磨区段打磨前后左右轨廓形变化情况󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
| 里程 | 右轨 | 左轨 | ||
| 最大偏差/mm | GQI/% | 最大偏差/mm | GQI/% | |
| K51+200 | 1.001904 | 45.4 | 1.317977 | 25.9 |
| K51+205 | 1.555464 | 46.3 | 1.202919 | 40.6 |
| K51+210 | 1.542027 | 47.2 | 1.546867 | 27.6 |
| K51+940 | 1.535435 | 49.8 | 2.358330 | 29.8 |
| K51+945 | 1.572994 | 40.0 | 2.094548 | 22.7 |
| K51+950 | 1.414340 | 46.3 | 1.838579 | 27.5 |
| K51+990 | 1.647769 | 50.4 | 2.698904 | 14.0 |
| K51+995 | 1.800756 | 39.5 | 1.740788 | 30.8 |
| K52+000 | 1.531955 | 46.2 | 1.776914 | 35.7 |
| K53+485 | 1.517987 | 52.0 | 2.22227 | 29.2 |
| K53+490 | 1.239520 | 59.7 | 2.162401 | 30.7 |
| K53+495 | 1.333034 | 49.8 | 2.098307 | 33.5 |
| K53+650 | 1.529831 | 44.8 | 1.804358 | 38.5 |
| K53+655 | 1.540764 | 43.5 | 2.157122 | 28.1 |
| K53+660 | 1.403499 | 51.0 | 1.822153 | 40.5 |
| K54+800 | 0.310274 | 99.7 | 1.681260 | 38.8 |
| K54+805 | 1.028352 | 66.9 | 1.929152 | 30.8 |
| K54+810 | 0.741166 | 83.0 | 1.968542 | 32.1 |
| K55+100 | 0.733264 | 85.3 | 2.288435 | 23.9 |
| K55+105 | 1.156458 | 51.1 | 1.617486 | 35.7 |
| K55+110 | 1.168093 | 65.9 | 2.268914 | 23.2 |
3.2 纵向GQI变化情况
利用打磨后一实测钢轨廓形(18日选取K52+000处断面、19日选取K53+490处断面、20日选取K55+100处断面)作为模板,对打磨后的同侧钢轨廓形沿纵向进行对比分析,评估钢轨打磨廓形沿纵向的变化趋势。打磨后GQI沿线路纵向变化情况见表2。
表2 打磨后GQI沿线路纵向的变化情况󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
| 检测日期 | 里程 | 右轨 | 左轨 | 状态 | ||
| 最大偏差/mm | GQI/% | 最大偏差/mm | GQI/% | |||
| 2015/5/18 | K51+200 | 0.977314 | 78.9 | 1.135527 | 27.4 | 打磨7遍后 |
| 2015/5/18 | K51+200 | 0.687998 | 74.8 | 0.693214 | 45.2 | 打磨10遍后 |
| 2015/5/18 | K51+205 | 1.417673 | 51.2 | 0.917265 | 42.5 | 打磨7遍后 |
| 2015/5/18 | K51+205 | 1.417673 | 51.2 | 0.786889 | 59.3 | 打磨10遍后 |
| 2015/5/18 | K51+210 | 1.300496 | 60.2 | 0.843698 | 29.7 | 打磨7遍后 |
| 2015/5/18 | K51+210 | 0.308276 | 99.9 | 0.817182 | 31 | 打磨10遍后 |
| 2015/5/18 | K51+940 | 0.260079 | 100 | 0.307346 | 100 | 打磨后 |
| 2015/5/18 | K51+945 | 0.299986 | 100 | 0.287146 | 100 | 打磨后 |
| 2015/5/18 | K51+950 | 0.269604 | 100 | 0.28014 | 100 | 打磨后 |
| 2015/5/18 | K51+990 | 0.544822 | 88 | 0.571938 | 78.2 | 打磨后 |
| 2015/5/18 | K51+995 | 0.343337 | 99.4 | 0.299762 | 100 | 打磨后 |
| 2015/5/19 | K53+485 | 0.219349 | 100 | 0.154216 | 100 | 打磨后 |
| 2015/5/19 | K53+495 | 0.259818 | 100 | 0.204479 | 100 | 打磨后 |
| 2015/5/19 | K53+650 | 0.283873 | 100 | 0.339148 | 98.8 | 打磨后 |
| 2015/5/19 | K53+655 | 0.315391 | 99.9 | 0.414208 | 96.6 | 打磨后 |
| 2015/5/19 | K53+660 | 0.281872 | 100 | 0.330505 | 99.2 | 打磨后 |
| 2015/5/20 | K54+800 | 0.331363 | 99.8 | 0.228045 | 100 | 打磨后 |
| 2015/5/20 | K54+805 | 0.407198 | 94 | 0.544866 | 85.5 | 打磨后 |
| 2015/5/20 | K54+810 | 0.275201 | 100 | 0.235722 | 100 | 打磨后 |
| 2015/5/20 | K54+885 | 0.281838 | 100 | 0.468466 | 87.6 | 打磨后 |
| 2015/5/20 | K54+890 | 0.195953 | 100 | 0.269307 | 100 | 打磨后 |
| 2015/5/20 | K55+105 | 0.252445 | 100 | 0.243632 | 100 | 打磨后 |
| 2015/5/20 | K55+110 | 0.280222 | 100 | 0.407629 | 87.9 | 打磨后 |
K51+200—K51+210断面钢轨打磨质量指数GQI相对较低,钢轨打磨10遍后,右轨的GQI最低为51.2%,左轨GQI最低为27.4%,个别断面打磨7遍时与打磨10遍时GQI变化不大。其主要原因是该区段位于打磨起点,现场也观测到打磨过程中并未每遍都对该处进行了打磨,造成该区段钢轨廓形与目标廓形相差较大。因此,应做好衔接区段的钢轨打磨,建议重叠打磨区段应>10m。在其他区段,右轨GQI在88.0~100,仅K51+990断面出现最低值,大部分断面GQI都在99.0%以上。左轨GQI在78.2%~100%,仅K51+990断面出现最低值(与右股位置相同),大部分断面GQI都在96%以上,这也说明左轨廓形沿线路方向均匀一致。可见,打磨后左右钢轨廓形沿线路方向均匀一致。
3.3 左右轨GQI变化情况
以打磨后左轨廓形为模板,右轨廓形为实测数据计算GQI,结果见表3。GQI一般在50%左右,最小的仅23.9%,因此打磨后左右轨廓形差异较大。根据国内外钢轨打磨经验,直线区段钢轨打磨模板应该一样。在打磨直线时,若左右轨采取不同的打磨策略,易造成左右轨廓形不一致。
表3 以左轨廓形为模板计算出的右轨GQI󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
| 里程 | 最大偏差/mm | GQI/% | 里程 | 最大偏差/mm | GQI/% |
| K51+200 | 0.957817 | 53.6 | K53+650 | 0.873425 | 39.3 |
| K51+205 | 1.191842 | 58.2 | K53+655 | 1.301617 | 23.9 |
| K51+210 | 1.102523 | 59.4 | K53+660 | 0.807502 | 38.9 |
| K51+940 | 0.648402 | 58.7 | K54+800 | 0.586751 | 77.9 |
| K51+945 | 0.763125 | 48.4 | K54+805 | 0.984830 | 33.7 |
| K51+950 | 0.637519 | 57.7 | K54+810 | 0.856159 | 47.7 |
| K51+990 | 0.936180 | 63.9 | K54+885 | 1.134928 | 35 |
| K51+995 | 1.315999 | 31.4 | K54+890 | 1.295390 | 29.1 |
| K52+000 | 0.752378 | 52.4 | K55+100 | 0.727975 | 40 |
| K53+485 | 0.668518 | 63.7 | K55+105 | 1.263828 | 26.4 |
| K53+490 | 0.560699 | 79.7 | K55+110 | 1.127728 | 34.5 |
| K53+495 | 0.808262 | 57.7 |
4 结论
1)提出利用钢轨打磨质量指数对钢轨打磨的质量进行评价。钢轨打磨质量指数主要是利用实测的钢轨廓形计算打磨后钢轨廓形与目标廓形(打磨模板)的相似程度。
2)编写了钢轨打磨质量指数计算软件,并在某运营线进行了试用。结果证明利用钢轨打磨质量指数可以评价并且量化打磨后钢轨廓形与打磨模板之间的差异。通过计算打磨前的打磨质量指数,可以确定钢轨是否需要打磨。通过计算打磨后的钢轨打磨质量指数,可以验收打磨作业的质量。因此,钢轨打磨质量指数可以作为控制打磨质量的有效方法。󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
文章来源:
原文名称:基于钢轨打磨质量指数的钢轨打磨廓形质量控制󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
作者信息:潘振( 中国铁道科学研究院铁道建筑研究所,北京100081)󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
期刊信息:铁道建筑 2016年9期󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮


