
随着国内高速铁路的建设发展,无砟高速道岔广泛应用于各条客运专线和高速铁路,无砟道岔伤损轨
件更换施工技术的研究迫在眉睫。以京沪高铁丹阳北站3#道岔、沪宁城际镇江站2#道岔伤损辙叉更换施工为例,总结运营条件下高速铁路18#无砟道岔辙叉更换施工技术,对该技术加以分析阐述,为高速铁路养修提供参考。
1钢轨件更换方案选择
在高速铁路无砟道岔的辙叉更换中,根据辙叉、焊缝类型,可以采用6种钢轨件更换方案,具体见表1、图1。
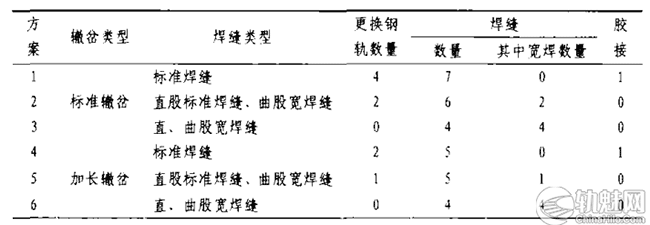
表1 钢轨件更换方案表

图1 钢轨件更换及焊接示意图
根据辙叉类型、焊接施工能力等现场实际情况,在京沪高铁丹阳北站3#道岔伤损辙叉的更换中选择了方案2,在沪宁城际镇江站2#道岔伤损辙叉的更换中选择了方案5。
2施工过程
2.1施工准备
2.1.1 专业分工
工务专业:施工计划提报,施工登、 销记,现场防护,辙叉(包括前后龙门轨)运输、吊装、更换、焊接及施工协调、指挥等;
电务专业:负责外锁闭装置、液压下拉装置(京沪高铁新铁德奥道岔)、道岔融雪装置、轨道电路连接线的拆除、安装及调试;󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄣󠄞󠄢󠄤󠄤󠄞󠄣󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
供电专业:接触网的停电、接地线的连接和接触网参数测量调整。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄣󠄞󠄢󠄤󠄤󠄞󠄣󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
2.1.2 材料机具准备
更换所需辙叉及钢轨在施工前一天由轨道吊2台挂路用平板2辆运送至距离施工地点较近且具备存车条件的车站存放,复核辙叉的朝向及结构尺寸。
根据技术方案及现场钢轨材质准备相关焊剂:高速轨之间的焊联, L28 mm标准焊缝选用S60/Z90焊剂;L75 mm宽焊缝选用S60/Z90特制712/Z90、S60/Z90 焊剂。主要施工机具见表2。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄣󠄞󠄢󠄤󠄤󠄞󠄣󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮

表2 主要施工机具
2.1.3 人员准备
施工前一天,所有施工人员集中培训,熟悉施工场地、施工技术方案。
工务作业人员65人(焊接10人);电务作业人员15名;供电作业人员6人。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄣󠄞󠄢󠄤󠄤󠄞󠄣󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
2.1.4 其他准备工作
工务专业:调查辙叉部位偏心块规格,用油漆标注在轨道板上,以便新辙叉复位;在道岔辙岔趾端、跟端、心轨实际尖端等位置设置精确定位控制线,标注在外直股和曲下股钢轨外侧,以便精确控制新辙叉就位;确定辙叉前后龙门轨的切割位置并设置位移观测点;岔后线路(含曲股)每隔25 m连续设置钢轨位移观测点(四对以上);复紧道岔前后(含曲股)100 m线路扣件。
电务专业:拆除道岔液压下拉装置;拆除道岔融雪装置;钢轨打眼、复核相关眼孔尺寸。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄣󠄞󠄢󠄤󠄤󠄞󠄣󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
2.2施工条件
施工时间: 460 min;封锁地点:站内Ⅰ、Ⅱ、3、4道及对应道岔;开通限速条件:开通后施工地段依次48h限速160km/h、24 h限速200 km/h(其中开通后第1列限速80 km/h、第2列限速120km/h);电务配合施I,停用相关信号设备;供电配合施工,相关供电单元停电;施工期间,施工站转非常站控。
2.3施工流程
更换辙叉施工流程见图2。
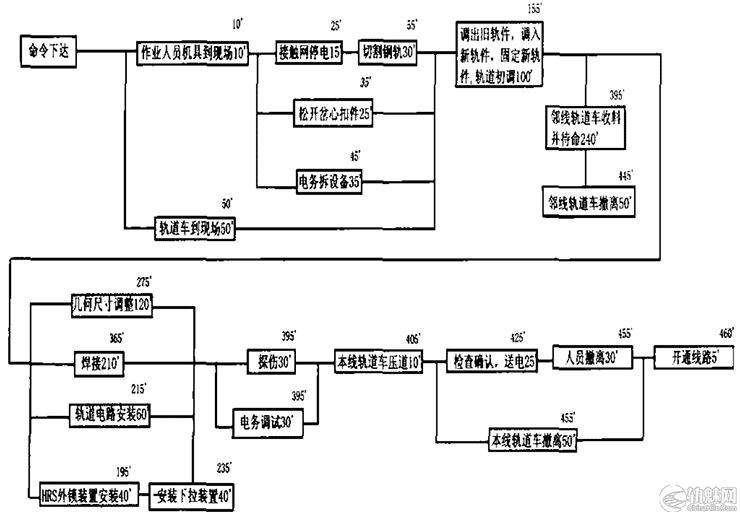
第一步:封锁开始后,供电接触网停电并接挂地线;工务人员松开岔心处大螺栓,同时切割岔心两端龙门钢轨;电务同步对道岔转辙机、道岔杆件、密贴检查器等设备进行拆除。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄣󠄞󠄢󠄤󠄤󠄞󠄣󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
第二步:旧辙叉移出,新辙叉精确就位。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄣󠄞󠄢󠄤󠄤󠄞󠄣󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
第三步:新辙叉精调,更换前后龙门轨。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄣󠄞󠄢󠄤󠄤󠄞󠄣󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
第四步:焊接,临线轨道吊撤离。
第五步:电务安装转辙机、道岔杆件、密贴检查器等设备,本线轨道吊连挂后撤离。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄣󠄞󠄢󠄤󠄤󠄞󠄣󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
第六步:电务道岔调试;工务焊接接头探伤;供电撤除接地线并送电。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄣󠄞󠄢󠄤󠄤󠄞󠄣󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
第七步:工、电、供三专业对各自设备进行回检。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄣󠄞󠄢󠄤󠄤󠄞󠄣󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
第八步:对施工现场进行全部检查确保现场无遗留的工机具后撤离现场,开通线路。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄣󠄞󠄢󠄤󠄤󠄞󠄣󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
2.4辙叉吊装就位
丹阳北3#道岔设计图号CN -6118AS,设计V直=350kmh,辙叉全长15.014 m,重量约6t。镇江2#道岔设计图号客专线(07)001,设计V直=250 km/h,辙叉全长20.992 m,重量约8.58t。施工中采用QGC-16型起重轨道车2台一组,协同吊装。QGC-16型起重轨道车(高度3980mm)受高速铁路接触网高度(5300 mm)的影响,起重能力受到极大制约。轨道吊现场布置见图3。
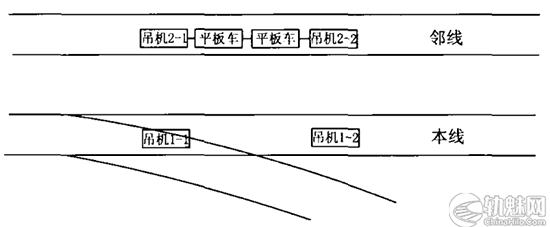
图3 轨道吊现场布置图
2.4.1吊装方案比选
吊装方案有新辙叉一次就位和新辙叉两线间过渡两种方案。具体见表3。

吊装方案比选表
两种吊装方案在京沪高铁丹阳北站3#道岔和沪宁城际镇江站2#道岔伤损辙叉的更换中分别进行了实践。
2.4.2辙叉就位控制
[login]
辙叉的精确就位是顺利完成施工任务的关键。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄣󠄞󠄢󠄤󠄤󠄞󠄣󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
初步定位:利用轨道吊结合人工配合控制垫板孔眼与轨枕板预埋套管相对位置来初步定位;󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄣󠄞󠄢󠄤󠄤󠄞󠄣󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
精确定位:纵向偏差利用滚筒加拉伸器的方式确保在道岔辙叉趾端、跟端、心轨实际尖端等位置设置的精确定位控制线到位;横向偏差利用液压轨距调整器微调,保证原有偏心块人槽,轨距控制在[+1 -1]mm 之内。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄣󠄞󠄢󠄤󠄤󠄞󠄣󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
2.5钢轨件焊接
2.5.1焊接顺序
根据“先内后外、先直后曲”的原则确定焊接顺序,具体焊接顺序见图1。
2.5.2焊接作业流程
采用施密特德国铝热焊技术,焊接作业流程见图4。

图4 焊接作业流程图
2.5.3焊接参数
具体焊接参数见表4。

表4 焊接参数表
2.5.4焊接注意事项
(1)低温焊接
应急抢修的特性决定了更换焊接作业可能面临现场气温低于铝热焊施工气温要求(5C以上)的情况,在气温较低时焊接需要在燃气压力保证、钢轨预热、封箱砂防冻、焊后保温等方面采取相应技术措施。
燃气压力保证:有以下几个方法①将钢瓶置于装满热水的铁桶;②将烧红的铁板置于钢瓶的底部;③毛毯包裹钢瓶。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄣󠄞󠄢󠄤󠄤󠄞󠄣󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
钢轨预热:当轨温低于15C时,需要将钢轨两端加热到37C,以防钢轨温度过低浇注时形成“激冷层”,产生结晶缺陷。钢轨对轨后安装砂模之前完成钢轨的加热工作。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄣󠄞󠄢󠄤󠄤󠄞󠄣󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
封箱砂防冻:封箱砂存放于保温罩内,使用时再取出。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄣󠄞󠄢󠄤󠄤󠄞󠄣󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
焊后保温:①拆模时暂不拆除底板,延长底板停留时间,以最大限度保持轨底的温度;②快速拆模与推瘤后,立即用保温材料将焊头盖住,时间不短于10 min。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄣󠄞󠄢󠄤󠄤󠄞󠄣󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
(2)对轨的要求
新铁德奥道岔辙叉对轨时要特别注意轨顶坡的影响,对齐钢轨的受力侧和轨顶,忽略轨底的不平顺。具体见图5。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄣󠄞󠄢󠄤󠄤󠄞󠄣󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮

图5 对轨示意
2.6主要技术标准
2.6.1 工务专业
线路几何尺寸调整标准:以直股为基准,轨距、水平、高低、轨向、三角坑均为+1mm。 轨距递减率不大于0.3‰。
焊接接头无伤损;焊接接头平直度标准见表5。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄣󠄞󠄢󠄤󠄤󠄞󠄣󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮

表5 钢轨焊接平直度表
2.6.2电务专业
钻孔完毕要打磨倒角1×45;塞钉打人与轨腰平齐。心轨牵引点行程:心一115+3 mm,心二64+3 mm;心轨牵引点锁闭量:心一≥35 mm,心二≥20 mm;表示缺口:15+0.5 mm;各部顶铁作用良好,与轨腰间隙符合标准;各部螺栓紧固,扭矩符合标准,丝扣露出螺帽,并采取防松措施,开口销劈开角度符合标准;锁闭框螺栓紧固,安装孔两侧均应有调整余量,锁闭杆可在锁闭框内摆动、无反弹;转辙机动作杆、连接杆、锁闭杆成-一直线,偏差不大于10 mm。
2.7相关专业配合
电务配合主要工作是牵引点HRS外锁闭装置拆除及安装、液压下拉装置安装、道岔融雪装置安装,拆除工作动作要迅速,安装工作以不影响焊接为原则。
供电配合主要工作是接触网停电及接挂地线,由于施工期间有轨道吊进出施工区段配合施工作业,特别要注意接地挂线的防侵限工作。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄣󠄞󠄢󠄤󠄤󠄞󠄣󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
由于施工封锁时间较长,对图定列车可能带来一定影响,需要运输部门提前做好相关准备。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄣󠄞󠄢󠄤󠄤󠄞󠄣󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
[/login]
文章来源:
本文转自《高速铁路无砟道岔辙叉更换施工技术》 张杰 徐伟昌 上海铁路局工务处


