
1.目的与要求
目的:保证钢轨电路联通,保证钢轨回流畅通。
要求:作业人员须经培训持证、掌握要领,熟练操作。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄤󠄞󠄨󠄩󠄞󠄥󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
2.适用范围
2.1本作业指导书适用于回流线安装回流线安装作业所需材料和工器具、操作程序及要领、质量控制、安全措施。
2.2本作业指导书适用于施工点内作业。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄤󠄞󠄨󠄩󠄞󠄥󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
3.作业准备
3.1.工具材料
所需材料及工器具见表1。
表1 焊接回流线材料和工器具
| 序号 | 名称 | 规格 | 单位 | 数量 | 备注 |
| 1 | 电缆 | 铜丝电缆 | 根 | 1 | 一般为1.5m,如已调查过现场情况按实际长度携带 |
| 2 | 铜套管 | 满足电缆截面要求 | 个 | 2 | – |
| 3 | 焊药 | PB200F80PLUS | 盒 | 2 | – |
| 4 | 填空泥 | T-403 | 盒 | 若干 | – |
| 5 | 端头模具 | – | 个 | 2 | – |
| 6 | 焊接模具 | – | 个 | 2 | – |
| 7 | 电子点火枪 | BXB139DD/PLUSCU | 台 | 1 | – |
| 8 | 铁锤 | – | 把 | 1 | – |
| 9 | 手提砂轮机 | 2800r/min0.75Kw | 个 | 1 | 配备砂轮片 |
| 10 | 拖线盘 | 220V | 个 | 1 | 插头要与区间插座匹配 |
| 11 | 电工刀 | 把 | 1 | – | |
| 12 | 钢锯 | 把 | 1 | – | |
| 13 | 棉纱布 | 块 | 若干 | 擦拭油污 | |
| 14 | 喷灯 | 个 | 1 | 含500型卡式燃气罐 | |
| 15 | 打火机 | – | 个 | 1 | – |
| 16 | 尖嘴钳 | – | 把 | 1 | – |
| 17 | 护目镜 | – | 副 | 1 | – |
| 注:此处为焊接一根回流线需要材料。 | |||||
表2 胀钉回流线材料和工器具
| 序号 | 名称 | 规格 | 单位 | 数量 | 备注 |
| 1 | 电缆 | 铜丝电缆 | 根 | 1 | 一般为1.5m,如已调查过现场情况按实际长度携带 |
| 2 | 铜套管 | 满足电缆截面要求 | 个 | 2 | – |
| 3 | 端头模具 | – | 个 | 2 | – |
| 4 | 铁锤 | – | 把 | 1 | – |
| 5 | 手提砂轮机 | 2800r/min0.75Kw | 个 | 1 | 配备砂轮片 |
| 6 | 拖线盘 | 220V | 个 | 1 | 插头要与区间插座匹配 |
| 7 | 电工刀 | – | 把 | 1 | – |
| 8 | 钢锯 | – | 把 | 1 | – |
| 9 | 棉纱布 | – | 块 | 若干 | 擦拭油污 |
| 10 | 尖嘴钳 | – | 把 | 1 | – |
| 11 | 单面胀钉铜套 | ||||
| 12 | 钢轨打眼机 | 台 | 1 | ||
| 13 | 液压仪 | 台 | 1 | ||
| 14 | 加长螺杆 | 个 | 1 | ||
| 15 | 橡胶套 | 组 | 2 | ||
| 16 | 加热器 | 台 | 1 | ||
| 注:此处为焊接一根回流线需要材料。 | |||||
3.2 劳防用品
作业劳防用品如表2所示:
表2 劳防用品
| 序号 | 名称 | 规格 | 单位 | 数量 | 备注 |
| 1 | 工作服 | 有反光条 | 套 | 每人一套 | |
| 2 | 工作鞋 | 绝缘 | 双 | 每人一双 | |
| 3 | 帆布手套 | – | 双 | 每人一双 |
4.作业程序
4.1点名分工
4.1.1对焊接线地点需要回流线长度、数量调查清楚。
4.1.2配备好相应的焊接材料和机具,加工线端头及焊接模具要满足焊线截面要求。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄤󠄞󠄨󠄩󠄞󠄥󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
4.1.3作业前需办理分公司的动火申请审批。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄤󠄞󠄨󠄩󠄞󠄥󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
4.1.4上道作业,应按规定办理施工要点手续。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄤󠄞󠄨󠄩󠄞󠄥󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
4.2工(机)具检查
4.2.1检查扭力扳的计量检定合格有效期。
4.2.2检查所携带的工器具是否齐全、状态良好,电动器具要检查绝缘层有无破损、状态是否良好。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄤󠄞󠄨󠄩󠄞󠄥󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
4.2.3检查工(机)具的安全性能,禁止工(机)具等带病上道作业。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄤󠄞󠄨󠄩󠄞󠄥󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
4.3设置防护
施工负责人携带《施工作业令》和施工负责人证到车场调度(车站车控室),经车场调度员(车站值班员)签认后办理登记手续,了解列车运行情况,方可进入轨行区施工。
4.4作业准备
4.4.1对焊接线地点需要回流线长度、数量调查清楚。
4.4.2配备好相应的焊接材料和机具,加工线端头及焊接模具要满足焊线截面要求。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄤󠄞󠄨󠄩󠄞󠄥󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
4.4.3作业前需办理分公司的动火申请审批。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄤󠄞󠄨󠄩󠄞󠄥󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
4.4.4上道作业,应按规定办理施工要点手续。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄤󠄞󠄨󠄩󠄞󠄥󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
4.5上道作业
4.5.1焊接回流线作业
(1)按照现场情况或实际原样长度,用钢锯截取焊接电缆,要求端面整齐󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄤󠄞󠄨󠄩󠄞󠄥󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
(2)电缆端头用电工刀按照铜套管长度进行电缆开剥,并对电缆端头除去潮气。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄤󠄞󠄨󠄩󠄞󠄥󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
(3)电缆端头套上专用铜套管,铜线全部进入套管内并放入端头模具,用铁锤锤打,加工成半圆状,使其平面与模具轨腰面平齐。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄤󠄞󠄨󠄩󠄞󠄥󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
(4)对钢轨焊面按焊点截面使用棉纱去油污后,将砂轮机连接电源后仔细打磨除锈、打光、打平。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄤󠄞󠄨󠄩󠄞󠄥󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
(5)使用打火机点燃喷灯,在钢轨焊接面背面用喷灯进行钢轨以及焊接模具预热除湿(图4)。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄤󠄞󠄨󠄩󠄞󠄥󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
(6)将电缆上端头模具与焊接模具安装在焊接点钢轨轨腰处,并且用填空填密焊接电缆与模具间缝隙,保证焊药燃烧时不外溢。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄤󠄞󠄨󠄩󠄞󠄥󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
(7)在模具下放入焊药,用电子点火枪点火(操作人员戴上护目镜并且站在上风处、眼睛不要直视)。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄤󠄞󠄨󠄩󠄞󠄥󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
(8)焊接完成后立刻拆下模具,用尖嘴钳取出模具中残留焊药铝壳。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄤󠄞󠄨󠄩󠄞󠄥󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
(9)焊点冷却退红后用铁锤敲击进行质量检查,不合格及时进行补焊或重焊,并按规定操作直到合格。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄤󠄞󠄨󠄩󠄞󠄥󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
4.5.2胀钉回流线作业
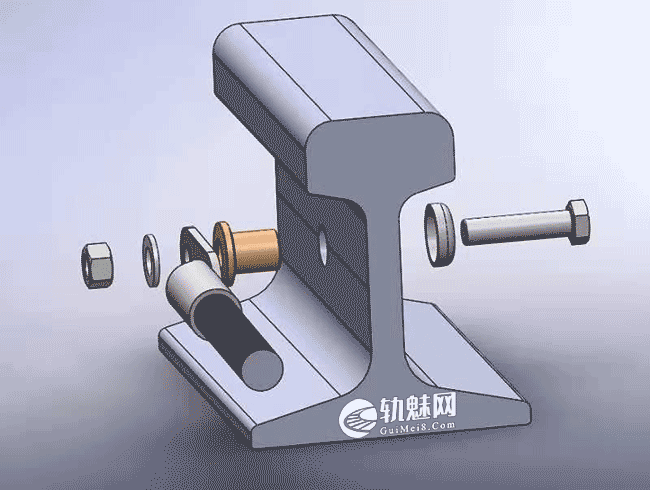
配件组装图
(1)按照现场情况或实际原样长度,用钢锯截取焊接电缆,要求端面整齐。
(2)电缆端头用电工刀按照铜套管长度进行电缆开剥,并对电缆端头除去潮气。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄤󠄞󠄨󠄩󠄞󠄥󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
(3)电缆端头套上专用端头,铜线全部进入端头内并放入夹具,进行压实定型,用橡胶套遮盖裸露部位,用加热器进行收缩定型。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄤󠄞󠄨󠄩󠄞󠄥󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
(4)对钢轨胀钉眼孔位置截面使用棉纱去油污后,将砂轮机连接电源后仔细打磨除锈、打光、打平。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄤󠄞󠄨󠄩󠄞󠄥󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
(5)用钢轨打眼机在距夹板端头十公分以上位置打眼。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄤󠄞󠄨󠄩󠄞󠄥󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
(6)清理眼孔,在轨腰开孔两侧各安装一套单面胀钉铜套,用专用液压拉拔仪配合加长抽芯冷压安装。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄤󠄞󠄨󠄩󠄞󠄥󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
(7)采用加长螺杆及配套附件进行电缆安装。连接顺序为螺杆-碗形垫圈-钢轨-铜套-线鼻-平垫-自锁螺母。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄤󠄞󠄨󠄩󠄞󠄥󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
4.6作业回检
检查作业范围及其前后的轨距情况,并记录在《线路检查记录》本上。
5.劳动组织
一般作业人数控制在2~3人
6.质量标准
6.1作业时需使用喷灯对钢轨、焊接模具除湿;
6.2使用填空泥时需保证焊接电缆与模具无缝隙;󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄤󠄞󠄨󠄩󠄞󠄥󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
6.3焊点冷却退红后需用铁锤敲击焊点进行质量检查,查看是否有脱落情况,但注意同一位置不能重复焊。󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄤󠄞󠄨󠄩󠄞󠄥󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
7.危险源及安全措施
7.1操作人员要求:操作人员必须经过焊接培训,经考核合格方可(持证)上岗进行焊接。
7.2严格遵守分公司的动火申请审批等动火作业安全操作规程;󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄤󠄞󠄨󠄩󠄞󠄥󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
7.3焊接火药严格按各类焊接线截面要求定量,严禁随意增加药量焊接,防止对钢轨损伤;󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄤󠄞󠄨󠄩󠄞󠄥󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
7.4在焊药保管、运送、使用中规范操作,严禁明火及碰撞;󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄤󠄞󠄨󠄩󠄞󠄥󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
7.5在雨天等恶劣环境下,不准高架线路进行电缆焊接;󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄤󠄞󠄨󠄩󠄞󠄥󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
7.6作业人员应按规定穿戴防护用品。作业负责人做好班前人员分工和安排,布置安全预想󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄤󠄞󠄨󠄩󠄞󠄥󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
7.7上道作业时,必须按规定办理施工要销点手续;站场线作业须按规定设置防护,注意邻线来车,料具不侵入限界;󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄤󠄞󠄨󠄩󠄞󠄥󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
7.8电器设备必须满足防检测要求;󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄤󠄞󠄨󠄩󠄞󠄥󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
7.9工器具应轻拿轻放,严禁摔砸踩踏;󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄤󠄞󠄨󠄩󠄞󠄥󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
7.10作业时焊接人员不准擅离岗位,注意火药使用及点火时操作安全;󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄤󠄞󠄨󠄩󠄞󠄥󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮
7.11作业后确设备状态良好,并做到工完料清;󠄐󠄹󠅀󠄪󠄣󠄞󠄡󠄤󠄤󠄞󠄨󠄩󠄞󠄥󠄣󠄬󠅒󠅢󠄟󠄮󠄐󠅅󠄹󠄴󠄪󠄾󠅟󠅤󠄐󠄼󠅟󠅗󠅙󠅞󠄬󠅒󠅢󠄟󠄮󠇘󠆭󠆘󠇙󠆝󠅵󠇗󠆭󠆁󠄐󠇗󠅹󠅸󠇖󠆍󠅳󠇖󠅹󠅰󠇖󠆌󠅹󠄬󠅒󠅢󠄟󠄮


